
この記事でわかること
- FMEAの考え方と、設計FMEA・工程FMEAの違い
- RPN(影響度×発生度×検出度)の計算とExcelでの求め方
- FMEAワークシートの進め方とFTAとの違い
📌 前提知識:信頼性工学の故障率・MTBFを知っておくと理解が深まります
新製品の量産が始まってから不具合が見つかると、対策には大きなコストがかかります。「市場に出る前に、設計や工程の弱点を洗い出しておきたい」——その未然防止の代表的な手法がFMEAです。
FMEA(Failure Mode and Effects Analysis、故障モード影響解析)は、製品や工程に潜む故障モードを一つずつ洗い出し、その影響の大きさを評価して、リスクの高いものから優先的に対策する手法です。この記事では、FMEAの基本と、リスクを点数化するRPNの計算を、電子機器の組立を例に見ていきます。
FMEAを使う場面
FMEAは、問題が起きてから直すのではなく、起こりうる故障を事前に予測して防ぐために使います。対象によって2種類に分かれます。
- 設計FMEA(DFMEA)……設計段階で、製品そのものの故障モードを評価する
- 工程FMEA(PFMEA)……製造工程で、作業や設備に起因する不具合を評価する
新製品開発の設計審査(DR)や、量産立ち上げ前の工程設計でよく使われます。トラブルが起きてからの対応(後追い)ではなく、未然防止のための道具だと押さえておきましょう。
FMEAの基本概念
FMEAは、次の流れで「部品・工程の小さな故障」が「製品全体の影響」にどうつながるかを、ボトムアップでたどります。
- 故障モード……どのように壊れるか(例:はんだ不良、ねじの緩み)
- 影響……その故障が上位に与える結果(例:導通不良で動作停止)
- 原因……故障モードを引き起こす要因(例:はんだ温度の不足)
原因の洗い出しでは、特性要因図を併用すると要因を漏れなく整理できます。
リスクを点数化するRPNの計算
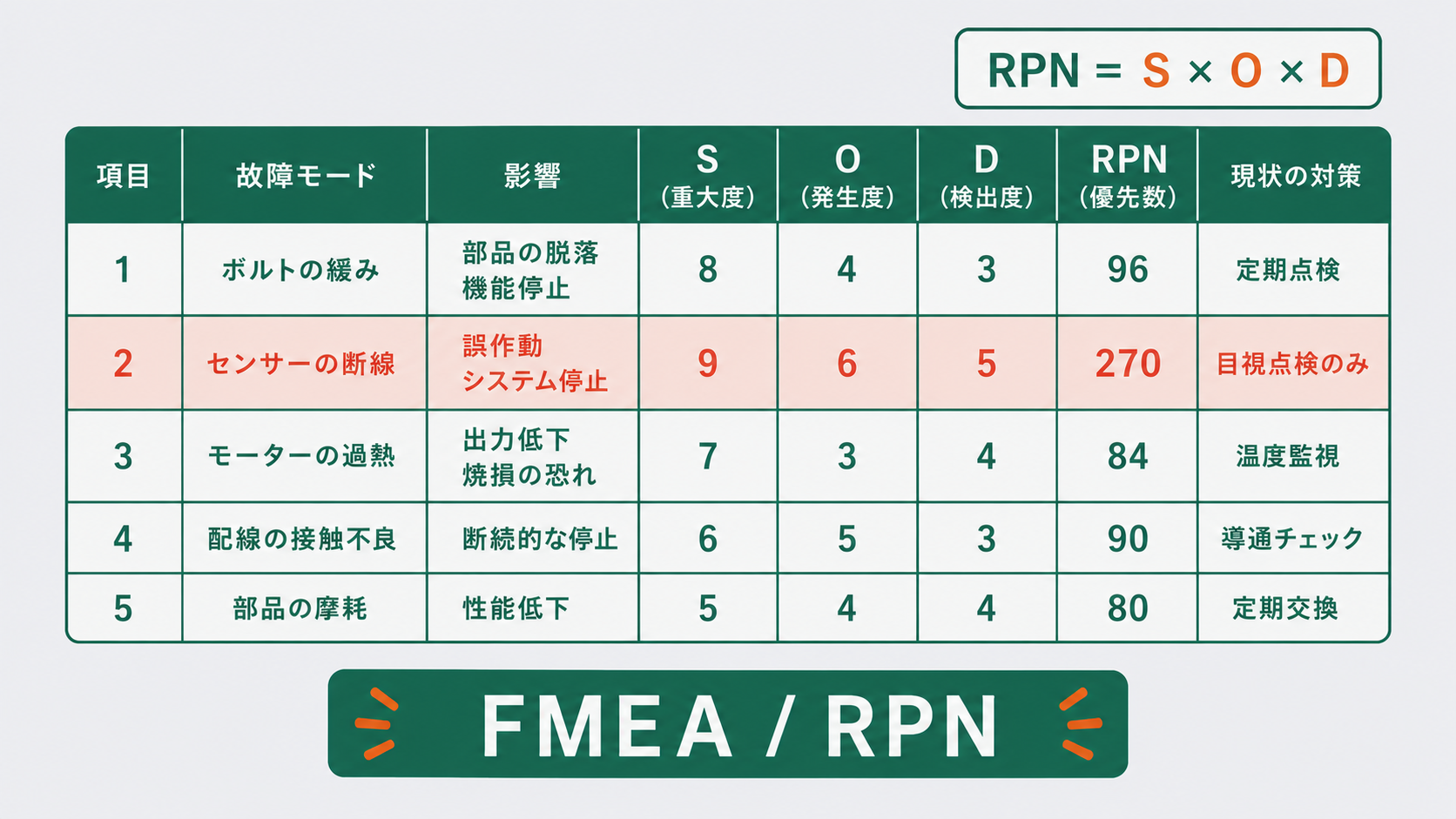
FMEAでは、各故障モードのリスクを3つの観点で点数化し、掛け合わせてRPN(危険優先数)を求めます。一般に各項目を1〜10点で評価します。
- S(影響度・厳しさ)……故障が起きたときの影響の大きさ
- O(発生度)……その故障がどれくらい起こりやすいか
- D(検出度)……出荷前に検出しにくいほど高い点数
RPN = S × O × D
Excelでは、S・O・Dを入力したセルを掛けるだけです。たとえばC・D・E列に点数があれば、=C2*D2*E2 でRPNが求まります。RPNが大きいものほど優先的に対策します。検出度Dは「見つけにくいほど高得点」である点に注意してください(検出しにくい=流出リスクが高い)。
FMEAワークシートの進め方(例)
電子機器の組立工程を例に、工程FMEAのワークシートを作ってみます。
| 故障モード | 影響 | S | O | D | RPN |
|---|---|---|---|---|---|
| はんだ不良 | 導通不良で動作停止 | 8 | 3 | 4 | 96 |
| コネクタ接触不良 | 間欠的な誤動作 | 7 | 2 | 6 | 84 |
| ねじの緩み | 異音・部品の脱落 | 6 | 4 | 3 | 72 |
この例ではRPNが最大の「はんだ不良」(8×3×4=96)から優先的に対策します。次いでコネクタ接触不良(7×2×6=84)。注目したいのはコネクタで、発生度Oは2と低いのに検出度Dが6と高い(見つけにくい)ため、RPNが押し上げられています。対策後はS・O・Dを再評価し、RPNが下がったかを確認します。
進め方の手順は次のとおりです。
- 対象の機能・工程を分解し、故障モードを洗い出す
- 各故障モードの影響と原因を書き出す
- S・O・Dを点数化し、RPNを計算する
- RPNの高い順に対策を立て、実施する
- 対策後にS・O・Dを再評価し、効果を確認する
FTAとの違い
FMEAとよく対比されるのがFTA(故障の木解析)です。向きが逆と覚えると区別しやすくなります。
| 手法 | 向き | 起点 |
|---|---|---|
| FMEA | ボトムアップ | 部品・工程の故障モードから影響をたどる |
| FTA | トップダウン | 重大な故障(結果)から原因を木構造で展開する |
「起こりうる故障を網羅的に洗い出す」ならFMEA、「特定の重大事象の原因を深掘りする」ならFTA、と使い分けます。両者は補完関係にあり、併用されることもあります。
まとめ
FMEAのポイントを整理します。
- FMEAは故障モードを洗い出し、未然防止のためにリスクを評価する手法(設計FMEA/工程FMEA)
- リスクはRPN=S(影響度)×O(発生度)×D(検出度)で点数化し、高い順に対策する
- 故障モードから影響をたどるFMEA、重大事象から原因を展開するFTAを使い分ける
FMEAは信頼性と品質保証の中核手法です。故障率やMTBFなど信頼性の基礎は信頼性工学とはで、QC検定2級の実践分野での位置づけはQC検定2級 実践編の攻略ロードマップで確認できます。
故障を頂上事象からトップダウンで掘り下げるFTA(故障の木解析)は、ボトムアップのFMEAと補完関係にあります。あわせて使うと故障の洗い出しと深掘りの両面をカバーできます。

