直交表で実験計画を立てても、「どの条件にすれば製品がばらつきにくくなるか」という問いには答えてくれません。バラツキそのものを設計段階で小さくしようとするのが、タグチメソッド(ロバスト設計)のアプローチです。
この記事では、タグチメソッドの中核にあるSN比の考え方と計算方法を解説します。L9直交表を使った射出成形の例題を通して、最適条件の特定まで一気通貫で確認できます。
ロバスト設計とは
製品の品質特性は、工程条件(制御因子)だけでなく、温度・湿度・材料ロット・使用環境などのノイズ因子(誤差因子)の影響も受けます。ノイズ因子は制御が難しいか、コストがかかりすぎます。
ロバスト設計の考え方はシンプルです。「ノイズがあっても特性が安定する制御因子の水準を見つける」。ノイズを排除するのではなく、ノイズに対して鈍感な設計を目指します。田口玄一氏が体系化したこのアプローチを「タグチメソッド」と呼びます。
SN比とは何か
SN比(Signal-to-Noise Ratio)は、特性の「平均(信号)」に対する「ばらつき(ノイズ)」の比率を対数スケールで表した指標です。SN比が高いほど、平均値に対してばらつきが小さく、安定した特性です。
品質特性の種類によって3つのSN比を使い分けます。
| 特性の種類 | 例 | SN比の式 |
|---|---|---|
| 望大(大きいほど良い) | 引張強度・収率 | \(\eta = -10\log\left[\frac{1}{n}\sum\frac{1}{y_i^2}\right]\) |
| 望小(小さいほど良い) | 不良率・寸法誤差 | \(\eta = -10\log\left[\frac{1}{n}\sum y_i^2\right]\) |
| 望目(目標値に近いほど良い) | 寸法・抵抗値 | \(\eta = 10\log\left[\frac{\bar{y}^2}{s^2}\right]\) |
単位は dB(デシベル)。大きいほど良く、実験ではSN比が最大になる条件を選びます。
例題:射出成形品の引張強度の最適化
樹脂部品の射出成形工程で、引張強度を最大化したい(望大特性)とします。4つの制御因子をL9直交表で評価します。
| 因子 | 水準1 | 水準2 | 水準3 |
|---|---|---|---|
| A:金型温度(℃) | 180 | 200 | 220 |
| B:射出圧力(MPa) | 80 | 90 | 100 |
| C:保圧時間(s) | 5 | 10 | 15 |
| D:冷却時間(s) | 15 | 20 | 25 |
各実験条件で2回繰り返し測定し、その2点からSN比を算出します。
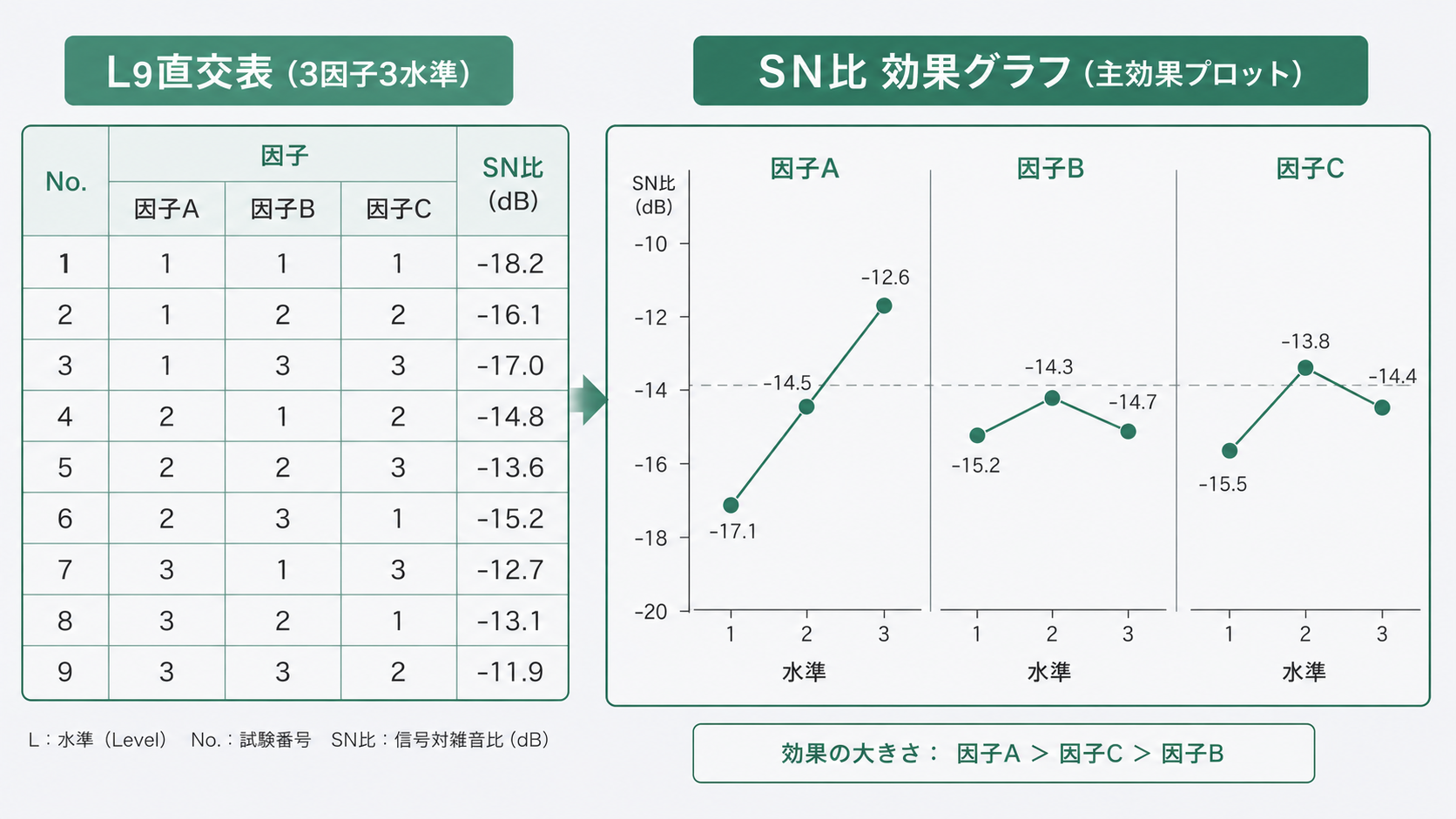
L9直交表と測定結果
| 実験No. | A | B | C | D | y₁(MPa) | y₂(MPa) | SN比(dB) |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 42 | 44 | 32.66 |
| 2 | 1 | 2 | 2 | 2 | 48 | 46 | 33.44 |
| 3 | 1 | 3 | 3 | 3 | 45 | 47 | 33.25 |
| 4 | 2 | 1 | 2 | 3 | 50 | 52 | 34.15 |
| 5 | 2 | 2 | 3 | 1 | 55 | 53 | 34.64 |
| 6 | 2 | 3 | 1 | 2 | 48 | 50 | 33.80 |
| 7 | 3 | 1 | 3 | 2 | 56 | 58 | 35.11 |
| 8 | 3 | 2 | 1 | 3 | 52 | 50 | 34.15 |
| 9 | 3 | 3 | 2 | 1 | 57 | 55 | 34.96 |
SN比の計算(望大)
実験No.1(y₁=42, y₂=44)を例に計算します。\[ \eta_1 = -10\log\left[\frac{1}{2}\left(\frac{1}{42^2} + \frac{1}{44^2}\right)\right] = -10\log\left[\frac{1}{2}(0.000567 + 0.000517)\right] = -10\log(0.000542) = 32.66 \text{ dB} \]
Excelでは次の式で計算できます。
=-10*LOG10((1/2)*(1/y1^2+1/y2^2))
因子の主効果分析
直交表の配置を利用して、各因子の水準別SN比平均を求めます。因子Aの水準1はNo.1・2・3の平均、水準2はNo.4・5・6の平均、という具合です。
| 因子 | 水準1(dB) | 水準2(dB) | 水準3(dB) | Δ(最大−最小) | 影響度ランク |
|---|---|---|---|---|---|
| A:金型温度 | 33.12 | 34.20 | 34.74 | 1.62 | 1位 |
| B:射出圧力 | 33.97 | 34.08 | 34.00 | 0.10 | 4位 |
| C:保圧時間 | 33.54 | 34.18 | 34.34 | 0.80 | 2位 |
| D:冷却時間 | 34.09 | 34.12 | 33.85 | 0.27 | 3位 |
Δ(最大−最小)が大きいほど、その因子がSN比に与える影響が大きいことを示します。
最適条件の決定
SN比を最大化する水準を各因子から選びます。
| 因子 | 最適水準 | 根拠 |
|---|---|---|
| A:金型温度 | 水準3(220℃) | SN比 34.74 dB が最大 |
| B:射出圧力 | 水準2(90MPa) | SN比 34.08 dB が最大(Δ小さく誤差範囲内) |
| C:保圧時間 | 水準3(15s) | SN比 34.34 dB が最大 |
| D:冷却時間 | 水準2(20s) | SN比 34.12 dB が最大 |
最適条件は A3B2C3D2(220℃ / 90MPa / 15s / 20s) です。ただし因子BのΔは0.10 dBと非常に小さく、誤差の範囲と考えられます。コスト・設備の観点でB水準を変更しても結果への影響はほぼありません。
この最適条件はL9の9実験には含まれていないため、確認実験(confirmation run)で実際のSN比を測定し、予測値と一致するかを確認します。
SN比計算のExcel手順まとめ
- 測定データを入力(実験No. × 繰り返し回数の表)
- 各実験行のSN比を計算:望大
=-10*LOG10((1/n)*(1/y1^2+1/y2^2)) - 各因子・各水準に該当する実験行のSN比をAVERAGEIFで集計
- Δ(最大水準SN比 − 最小水準SN比)を計算してランク付け
- 最大SN比を示す水準を最適条件として選択
- 確認実験を実施
普通の直交表実験との違い
通常の直交表実験では「特性の平均値が最大(または目標値に近い)になる条件」を選びます。タグチメソッドではSN比を基準にするため、「平均が高く、かつばらつきが小さい条件」を同時に最適化できます。繰り返しデータを取るぶん実験数は増えますが、工程設計段階でのロバスト性確認という意味では実務上の効果は大きいです。
交互作用の検討が必要な場合は通常の分散分析アプローチ(2水準直交表(交互作用あり))と組み合わせて判断します。
まとめ
- タグチメソッドはノイズに対してロバスト(鈍感)な設計条件を見つける手法
- SN比で「平均の大きさ」と「ばらつきの小ささ」を同時に評価する
- 望大・望小・望目の3種類があり、特性の種類で使い分ける
- L9直交表を使えば4因子3水準の実験を9回で実施できる
- Δが大きい因子が品質への影響度が高く、最適化の優先順位が高い
- 最適条件は必ず確認実験で検証する
L9直交表の具体的な割り付け手順はエクセルでL9直交表を、4因子以上で交互作用も検討したい場合は一部実施要因配置実験(2^k-p計画)の設計と解析も参照してください。L18を使った混合水準の実験は混合水準直交表(L18)の使い方と解析手順で解説しています。
L9をはじめとする直交表のサイズ・因子数の一覧と選び方は直交表の早見表にまとめています。割り付けの前にご確認ください。
SN比を使った2段階設計(まずパラメータ設計、足りない分だけ許容差設計)の考え方は、パラメータ設計と許容差設計|タグチの2段階で解説しています。