工程能力指数(Cp・Cpk)を計算したら、値が1.33を下回っていた。こういうとき、次に何をすればいいかで悩む方が多いです。
この記事では、Cp・Cpkが基準を満たしていない場合の改善手順を2ステップで整理します。「ばらつきを小さくする」と「中心値のずれを修正する」、この2つが核心です。Excelで確認しながら進める方法も合わせて説明します。
Cp・Cpkの値が示す問題の種類
まず、CpとCpkの値の組み合わせから「何が問題か」を読み取ります。
| Cp | Cpk | 状態の診断 | 改善の方向性 |
|---|---|---|---|
| 低い(<1.33) | 低い | ばらつきが大きい+中心ずれあり | まずばらつき削減、次に中心調整 |
| 高い(≧1.33) | 低い | ばらつきは小さいが中心がずれている | 中心値の調整のみ |
| 低い(<1.33) | やや低い | ばらつき過大・中心ずれは軽微 | ばらつき削減が優先 |
| 高い(≧1.33) | 高い(≧1.33) | 工程能力十分 | 改善不要・現状維持 |
Cpは「規格幅に対して工程のばらつきがどれだけ収まっているか」を示します。Cpkはそこに「中心がどちらにずれているか」の影響を加えた値です。\[ Cp = \frac{USL – LSL}{6\sigma} \] \[ Cpk = \min\left(\frac{USL – \bar{x}}{3\sigma},\ \frac{\bar{x} – LSL}{3\sigma}\right) \]
Cp > Cpk のとき、中心がずれています。両者の差が大きいほど中心のずれが深刻です。
Cp ≈ Cpk のとき、中心のずれは小さく、主な問題はばらつきの大きさです。
工程能力の計算方法と基準値の詳しい説明は工程能力指数(Cp・Cpk)の計算とExcelでの求め方を参照してください。
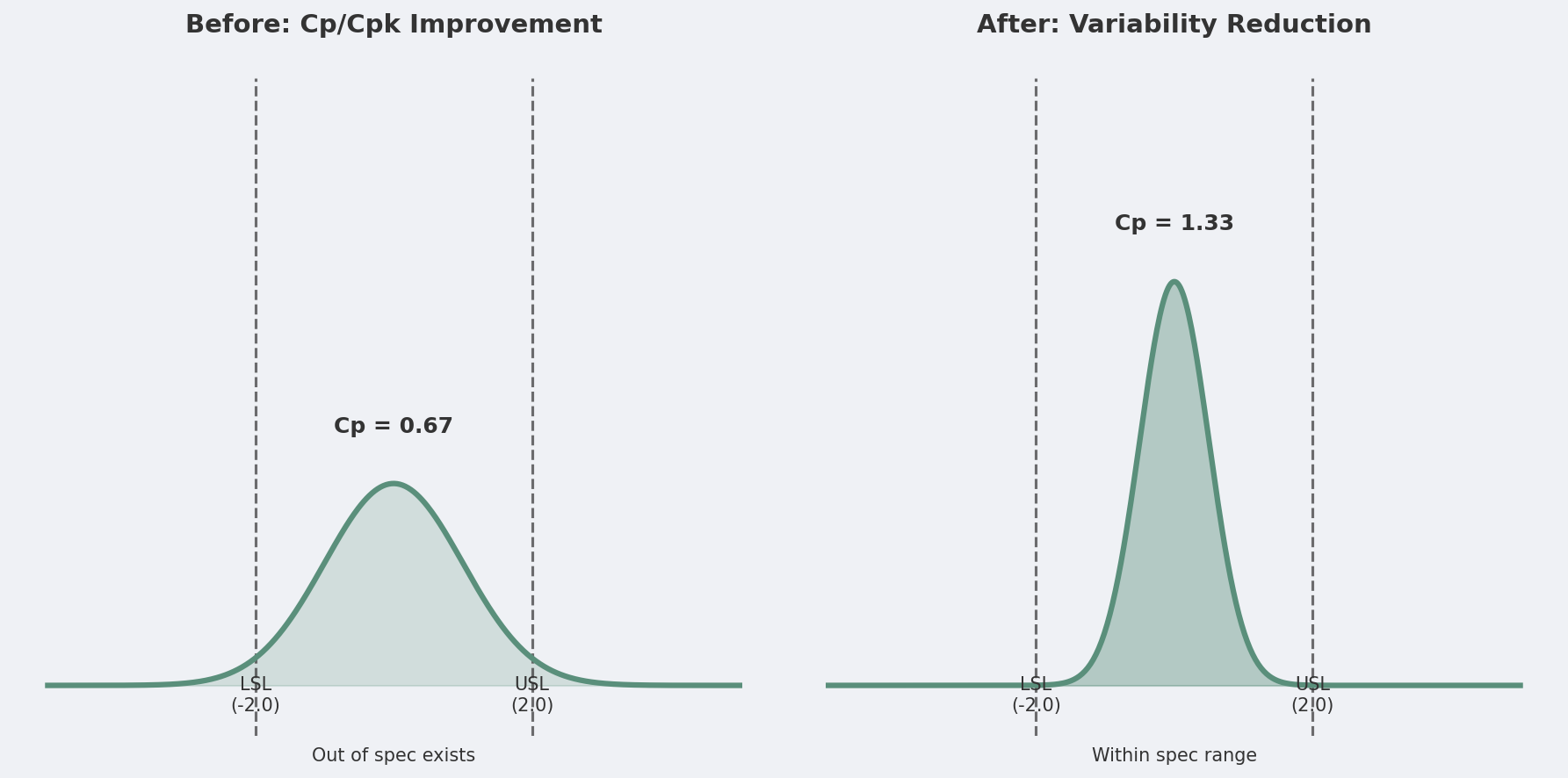
ステップ1:ばらつきを削減する
Cpが低い場合、工程のばらつき(標準偏差σ)を小さくすることが先決です。ばらつきの要因を特定して除去するのが基本の流れです。
要因分析:何がばらつきを生んでいるか
製造現場のばらつきは、主に以下の4Mに起因することが多いです。
- Man(人):作業者ごとのやり方の違い、習熟度の差
- Machine(機械):設備の摩耗・振動・温度変化による変動
- Material(材料):原材料のロット間差、品質のばらつき
- Method(方法):作業手順・条件設定の曖昧さ
どの要因が支配的かを調べるには、測定システム分析(Gage R&R)や一元配置分散分析が使えます。「作業者を変えたときにデータがどれだけ変わるか」「ロットを変えたときに変わるか」を確認するのが出発点です。
ExcelでCpの変化を確認する
改善策を施したら、Cpが改善されたかをExcelで確認します。以下の手順で計算できます。
- 改善後のデータをExcelに入力(例:B2:B51に50個)
- 標準偏差を計算:
=STDEV(B2:B51) - Cpを計算:
=(USL-LSL)/(6*STDEV(B2:B51))
USLとLSLはそれぞれ規格の上限・下限値(セル参照にしておくと便利)
改善前後のCpを並べて比較すると、どれだけ改善できたかが一目でわかります。
具体例:硬度データでの確認
硬度の規格が LSL=48、USL=52(目標値50)の工程を例に取ります。
改善前のデータ(n=30)の標準偏差が σ=1.2 だったとします。\[ Cp = \frac{52 – 48}{6 \times 1.2} = \frac{4}{7.2} \approx 0.56 \]
Cp=0.56 は基準の1.33を大きく下回っています。加工条件を見直して工具の摩耗タイミングを管理したところ、σが0.5に改善されました。\[ Cp = \frac{52 – 48}{6 \times 0.5} = \frac{4}{3.0} \approx 1.33 \]
Cp=1.33 になり、基準を満たすようになりました。
ステップ2:中心値のずれを修正する
Cpが十分でも Cpk が低い場合は、工程の平均値(\(\bar{x}\))が規格中央(目標値)からずれています。この場合はばらつきを小さくしても Cpk は改善しません。平均値自体を目標値に近づける調整が必要です。
中心ずれの確認方法
まずExcelで平均値を確認します。
- 平均値を計算:
=AVERAGE(B2:B51) - 目標値(規格中央)と比較:規格中央 = (USL + LSL) / 2
- ずれ量を計算:
=AVERAGE(B2:B51) - (USL+LSL)/2
このずれ量がどの程度の問題かを判断するには、Cpとの差を見るのが実践的です。\[ k = \frac{|\bar{x} – \mu_0|}{\frac{USL – LSL}{2}} \]
ここで \(\mu_0\) は規格中央(目標値)です。k=0 なら中心ずれなし、k=1 なら規格限界に平均が達している最悪の状態です。k=0.3以上なら調整が必要と判断するのが一般的です。
中心調整の実務的なアプローチ
平均値のずれは、多くの場合に設定値の変更で対応できます。
- 切削加工なら工具のオフセット量を修正
- 熱処理なら炉の設定温度を調整
- 充填工程なら充填量の基準値を変更
調整後に再度データを取得して、平均値が目標値に近づいたかとCpkが改善されたかを確認します。
具体例:中心ずれの修正
先の硬度例で、改善後もσ=0.5だが平均値が \(\bar{x}=51.0\) にずれていたとします(目標50)。\[ Cpk = \min\left(\frac{52 – 51.0}{3 \times 0.5},\ \frac{51.0 – 48}{3 \times 0.5}\right) = \min(0.67,\ 2.00) = 0.67 \]
Cp=1.33 なのに Cpk=0.67 と低くなっています。加工条件の設定値を目標値50に合わせるよう調整して \(\bar{x}=50.1\) になったとすると:\[ Cpk = \min\left(\frac{52 – 50.1}{3 \times 0.5},\ \frac{50.1 – 48}{3 \times 0.5}\right) = \min(1.27,\ 1.40) = 1.27 \]
まだ1.33未満ですが、大幅に改善されています。さらに微調整すれば1.33を超えます。
改善を継続的に確認する:管理図との連携
Cp・Cpkの改善後は、工程が安定して維持されているかを継続監視することが重要です。一時的に改善できても、時間の経過とともに悪化するケースがあります。
継続監視には管理図(X-R管理図)が有効です。X管理図で平均値の推移を監視し、R管理図でばらつきの変化を追います。管理限界線を外れたタイミングで異常を検知して、原因を即座に調査する体制を整えておくことが理想です。
X-R管理図の作り方と見方は管理図(X-R管理図)の作り方と見方で詳しく説明しています。
Excelで改善前後を比較するテンプレート
以下の構成でExcelシートを作ると、改善前後の比較が整理しやすくなります。
| 項目 | 改善前 | 改善後 |
|---|---|---|
| データ数(n) | 30 | 30 |
| 平均値(\(\bar{x}\)) | =AVERAGE(改善前範囲) | =AVERAGE(改善後範囲) |
| 標準偏差(σ) | =STDEV(改善前範囲) | =STDEV(改善後範囲) |
| 規格下限(LSL) | 固定値(例: 48) | |
| 規格上限(USL) | 固定値(例: 52) | |
| Cp | =(USL-LSL)/(6*σ) | =(USL-LSL)/(6*σ) |
| Cpk | =MIN((USL-平均)/(3*σ),(平均-LSL)/(3*σ)) | =MIN((USL-平均)/(3*σ),(平均-LSL)/(3*σ)) |
このシートに改善前後のデータを貼り付けるだけで、Cp・Cpkの変化が自動で計算されます。報告書への転記にもそのまま使えます。
まとめ
- Cp が低い → ばらつきを削減する(4M要因の特定と除去)
- Cp は高いが Cpk が低い → 平均値を目標値に近づける調整
- 両方低い → ばらつき削減を先にやってから中心調整
- 改善後は管理図で継続的に監視する
Cp・Cpkの改善は「1回やって終わり」ではなく、管理図と組み合わせて継続的に維持するサイクルを作ることが実務では大切です。改善してもしばらくすると元に戻るという経験をしたことがある方は、この監視体制を整えることから始めてみてください。
工程能力指数の計算方法と基準値の確認は工程能力指数(Cp・Cpk)の計算とExcelでの求め方を、管理図との組み合わせは管理図(X-R管理図)の作り方と見方を参考にしてください。また、統計的検定を使ってばらつきの要因を分析する場合は一元配置分散分析も合わせて確認してみてください。
工程改善を進める前に、測定システム自体のばらつきを確認しておくと、改善効果を正確に評価できます。ゲージR&Rの計算手順も合わせて確認してください。
複数の工程のばらつきを改善優先度とともに比較したい場合は、変動係数(CV)を使うと单位の異なる工程も横並びで評価できます。CVの計算手順と判断基準は変動係数(CV)の求め方と使い方をご覧ください。
改善の目標値をどこに置くかは、Cp値ごとの評価と不良率の対応から逆算できます。基準の考え方は工程能力指数の目安一覧|Cp1.33が合格基準とされる根拠をご覧ください。
CpkとPpkの差が大きい場合は、ばらつき削減よりも時間的なドリフト(工具摩耗・ロット差)の対策が先です。切り分け方はCpkとPpkの違いをご覧ください。