外観検査で「今日は不良が多い気がする」と感じても、それが偶然のばらつきなのか、工程に何か問題が起きているのかを判断するのは難しいものです。p管理図・np管理図を使うと、不良率や不良個数の推移を統計的な根拠をもとに監視できます。
この記事では、p管理図とnp管理図の計算手順を、Excelで再現できる例題を使って解説します。X-R管理図(計量値)との違いや、2種類の使い分けも整理します。
p管理図・np管理図は計数値管理図の一種です。X-R管理図(計量値)・c管理図・u管理図(欠陥数)との使い分けを含め、データの種類から管理図を選ぶ判断フローは管理図の選び方|計量値・計数値の判断基準とフロー図で解説をご覧ください。
p管理図・np管理図とは
管理図には大きく2種類あります。寸法・重量・強度といった連続した数値を扱う「計量値管理図」(X-R管理図など)と、不良個数や不良率のように「合格/不合格」で分類したデータを扱う「計数値管理図」です。p管理図とnp管理図は、どちらも計数値管理図に分類されます。
X-R管理図の基本については管理図(X-R管理図)の作り方と見方で解説しています。管理図を初めて使う場合はそちらもあわせて確認してください。
| 種類 | 管理する指標 | サンプルサイズn |
|---|---|---|
| p管理図 | 不良率(不良個数÷検査数) | 一定でなくてもよい |
| np管理図 | 不良個数(そのままの個数) | 一定であること |
毎回同じ数を検査するならどちらも使えますが、検査数が日によって変わる場合はp管理図一択です。
例題の設定
部品の外観検査ラインを想定します。毎日100個をサンプリングして、傷・欠け・変色などを確認。20日間のデータを使って管理図を作ります。
| 日 | 検査数 n | 不良個数 np | 不良率 p |
|---|---|---|---|
| 1 | 100 | 3 | 0.030 |
| 2 | 100 | 5 | 0.050 |
| 3 | 100 | 2 | 0.020 |
| 4 | 100 | 4 | 0.040 |
| 5 | 100 | 6 | 0.060 |
| 6 | 100 | 3 | 0.030 |
| 7 | 100 | 7 | 0.070 |
| 8 | 100 | 2 | 0.020 |
| 9 | 100 | 4 | 0.040 |
| 10 | 100 | 5 | 0.050 |
| 11 | 100 | 3 | 0.030 |
| 12 | 100 | 6 | 0.060 |
| 13 | 100 | 4 | 0.040 |
| 14 | 100 | 2 | 0.020 |
| 15 | 100 | 8 | 0.080 |
| 16 | 100 | 3 | 0.030 |
| 17 | 100 | 5 | 0.050 |
| 18 | 100 | 4 | 0.040 |
| 19 | 100 | 3 | 0.030 |
| 20 | 100 | 6 | 0.060 |
| 合計 | 2000 | 85 | — |
p管理図の計算手順
Step 1:平均不良率 p̄ を求める
全期間の不良個数の合計を、全検査数の合計で割ります。\[ \bar{p} = \frac{\sum np}{\sum n} = \frac{85}{2000} = 0.0425 \]
Step 2:管理限界線(UCL・LCL)を計算する
p管理図の管理限界線は、二項分布の性質から導かれます。\[ UCL = \bar{p} + 3\sqrt{\frac{\bar{p}(1-\bar{p})}{n}} \] \[ LCL = \bar{p} – 3\sqrt{\frac{\bar{p}(1-\bar{p})}{n}} \]
今回のケース(\( n=100 \))で計算します。\[ \sqrt{\frac{0.0425 \times 0.9575}{100}} = \sqrt{\frac{0.04069}{100}} = \sqrt{0.0004069} \approx 0.02017 \] \[ UCL = 0.0425 + 3 \times 0.02017 = 0.0425 + 0.0605 = 0.1030 \] \[ LCL = 0.0425 – 0.0605 = -0.018 \rightarrow 0(負になるため0に切り上げ) \]
LCLが負になるのはよくあることで、その場合は0として扱います。
Step 3:結果をまとめる
| 指標 | 値 |
|---|---|
| 平均不良率 p̄ | 0.0425(4.25%) |
| UCL | 0.103 |
| 中心線(CL) | 0.0425 |
| LCL | 0(計算値は−0.018) |
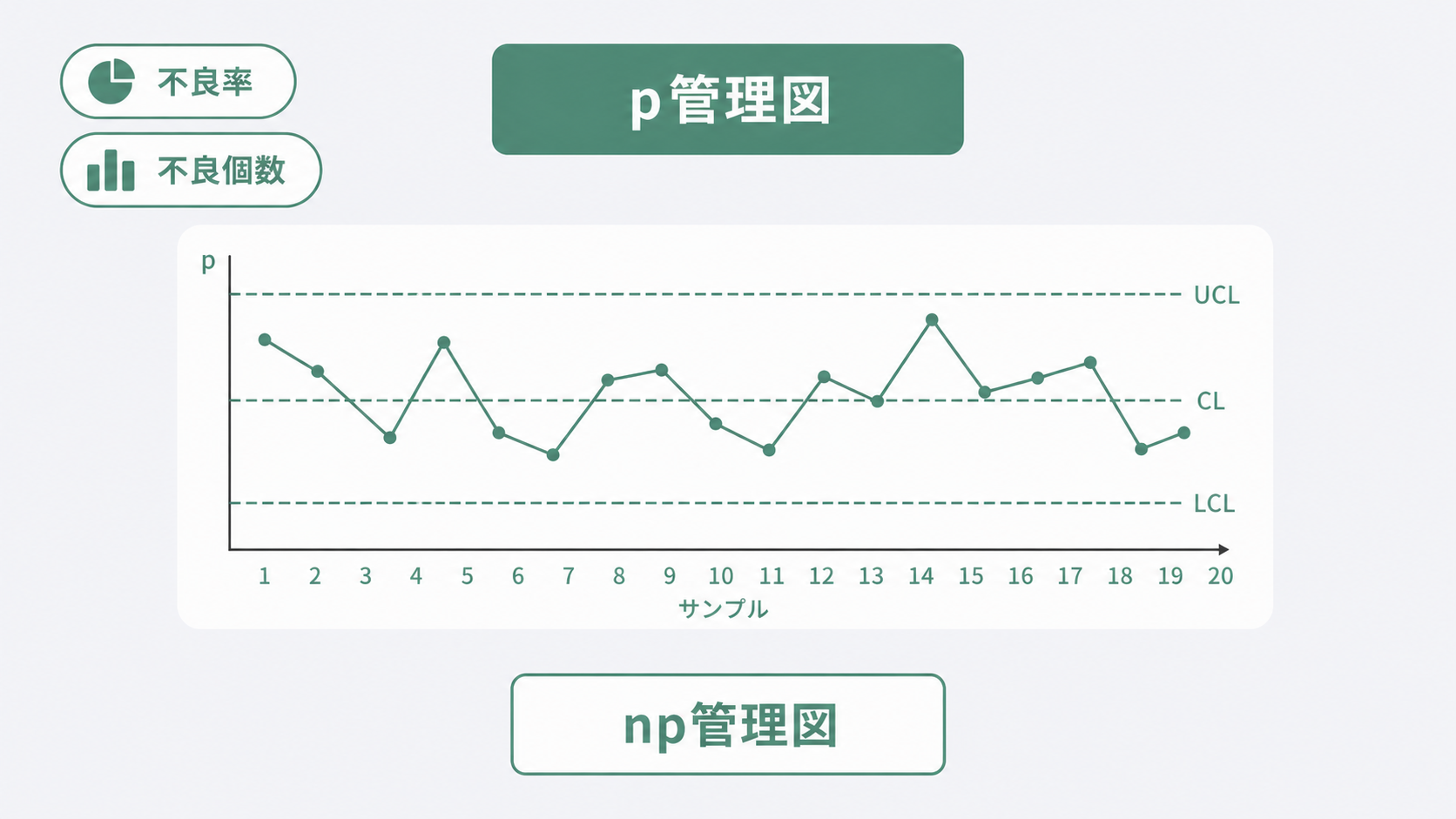
20日間のデータはすべてUCL(0.103)を下回っています。この工程は管理された状態にあると判断できます。
Excelでp管理図を作る手順
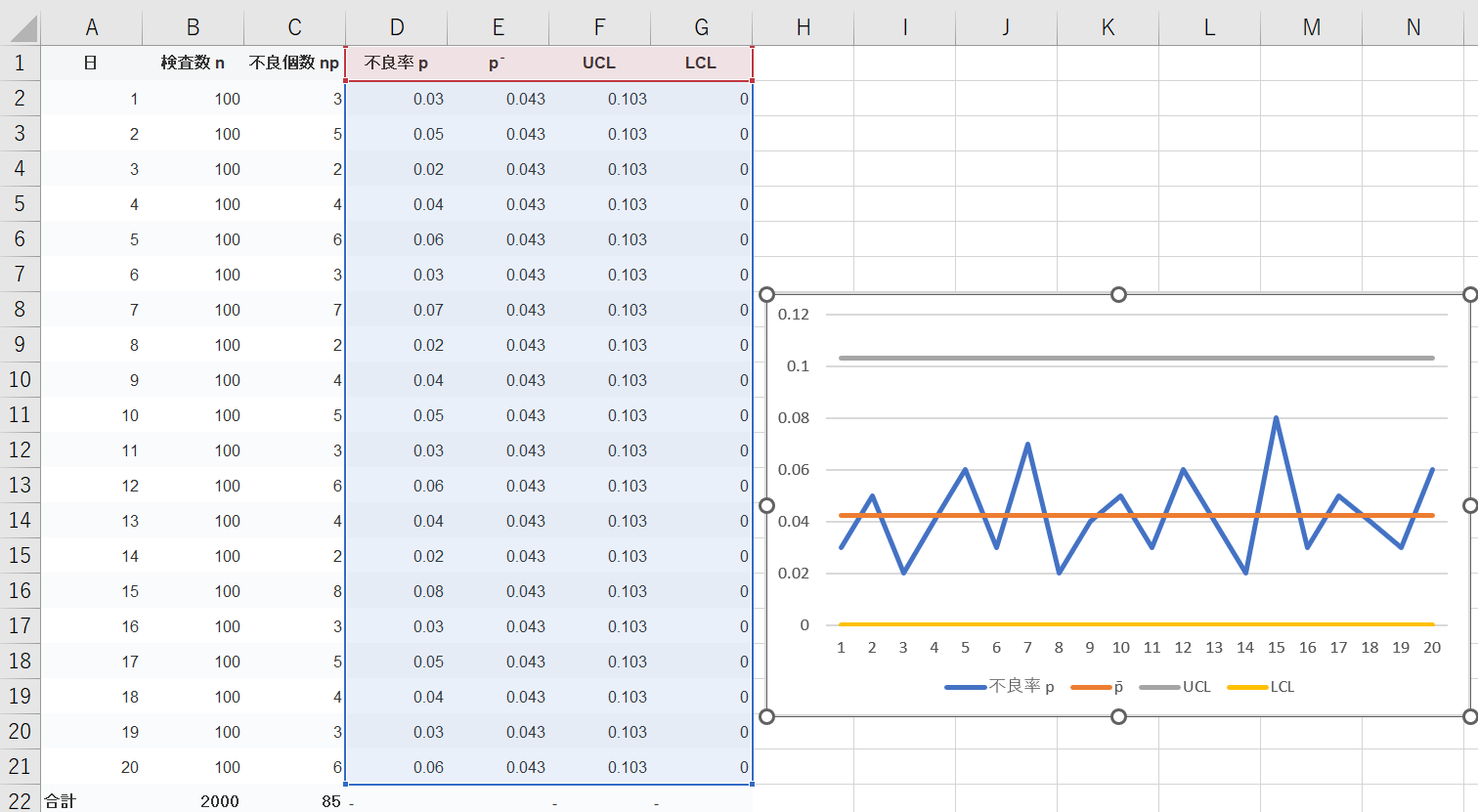
- A列に日付、B列に検査数n、C列に不良個数npを入力する
- D列に不良率p = C/B を計算する(D2セルに
=C2/B2と入力して下にコピー) - E列にp̄を固定値で入力する(
=SUM($C$2:$C$21)/SUM($B$2:$B$21)を全行に) - F列にUCLを計算する:
=E2+3*SQRT(E2*(1-E2)/B2) - G列にLCLを計算する:
=MAX(0, E2-3*SQRT(E2*(1-E2)/B2))(MAX関数で0未満を防ぐ) - D列・E列・F列・G列を選択してグラフ(折れ線)を挿入する
サンプルサイズnが日によって異なる場合も、同じ計算式のまま使えます。F列・G列のnが日ごとに変わるため、管理限界線がギザギザになります(これが正常な挙動です)。
np管理図の計算手順
np管理図はnが一定のときに使います。今回のデータ(n=100固定)はnp管理図の条件を満たしているので、比較のために計算します。
平均不良個数 np̄
\[ \overline{np} = \bar{p} \times n = 0.0425 \times 100 = 4.25 \]
管理限界線
\[ UCL = \overline{np} + 3\sqrt{\overline{np}(1-\bar{p})} = 4.25 + 3\sqrt{4.25 \times 0.9575} \] \[ = 4.25 + 3\sqrt{4.069} = 4.25 + 3 \times 2.017 = 4.25 + 6.05 = 10.30 \] \[ LCL = 4.25 – 6.05 = -1.80 \rightarrow 0 \]
| 指標 | 値 |
|---|---|
| 平均不良個数 np̄ | 4.25個 |
| UCL | 10.30個 |
| 中心線(CL) | 4.25個 |
| LCL | 0(計算値は−1.80) |
p管理図とnp管理図は、単位が「不良率」か「不良個数」かの違いだけで、検出能力は同じです。n=100固定の場合、p管理図のUCL=0.103は np管理図のUCL=10.30個と完全に対応しています(0.103×100=10.3)。
ExcelでのUCL・LCL計算式(np管理図)
F列に =E2+3*SQRT(E2*(1-$E$22))(E列をnp̄とした場合)、G列に =MAX(0,E2-3*SQRT(E2*(1-$E$22))) と入力します。
p管理図とnp管理図の使い分け
| 条件 | 使う管理図 | 理由 |
|---|---|---|
| 検査数nが日によって異なる | p管理図 | 不良率に換算することで比較できる |
| 検査数nが常に同じ | p管理図またはnp管理図 | どちらでも可。np管理図の方が直感的 |
| 「今日の不良は何個」と個数で報告する | np管理図 | 現場への説明がしやすい |
| ラインごとに検査数が異なる | p管理図 | ラインをまたいで比較できる |
実務では「検査数が変動するかどうか」だけを確認してp管理図かnp管理図かを選ぶと、まず間違いありません。
管理図の異常判定(見方)
管理限界線を外れた点があれば、工程に異常が起きている可能性があります。1点だけでなく、連続した傾向(連続9点が中心線の片側に集まる、など)も異常のサインです。詳しい判定ルールは管理図の異常判定ルール|Western Electric Rulesの読み方でまとめています。
また、管理図に入れる測定データの信頼性を事前に確認したい場合は、ゲージR&R(測定システム解析)の計算手順も参考にしてください。測定器のばらつきが大きいと、管理図が工程のばらつきを正しく反映できません。
📚 合わせて読みたい書籍
統計的品質管理―ステップアップのためのガイドブック— 管理図・工程能力・サンプリング検査を体系的に学べます。
品質管理テキスト(QC検定2級対応)(日本規格協会)— QC検定2〜3級の資格対策にも使える定番テキストです。
まとめ
- p管理図は不良率を管理する計数値管理図。サンプルサイズが変動しても使える
- np管理図は不良個数を管理する。サンプルサイズが一定のときに使用
- 計算式:\( \bar{p} = \sum np / \sum n \)、\( UCL = \bar{p} + 3\sqrt{\bar{p}(1-\bar{p})/n} \)
- LCLが負になった場合は0として扱う
- ExcelではMAX関数でLCLの負の値を防ぐ
- 使い分けの基準は「nが一定かどうか」
工程能力指数(Cp・Cpk)と組み合わせると、工程の実力と管理状態の両面から品質を評価できます。詳しくは工程能力指数(Cp・Cpk)の計算とExcelでの求め方を参照してください。
p管理図・np管理図で管理限界外れを検出したラインの不良率差を統計的に確認したい場合は、カイ二乗検定(χ²検定)が便利です。分割表を使った工程間の不良率比較の手順を解説しています。
不良率や不良個数をロット単位の合否判定に使う方法は、抜取検査とOC曲線で解説しています。
管理図に打点する不良率の単位そのもの(%・ppm・DPMO)の違いと換算手順は、不良率の計算方法|%・ppm・DPMOの違いと換算で整理しています。