
この記事でわかること
- 抜取検査を使う場面と、全数検査との使い分け
- 合格確率を二項分布で求める手順(ExcelのBINOM.DIST関数)
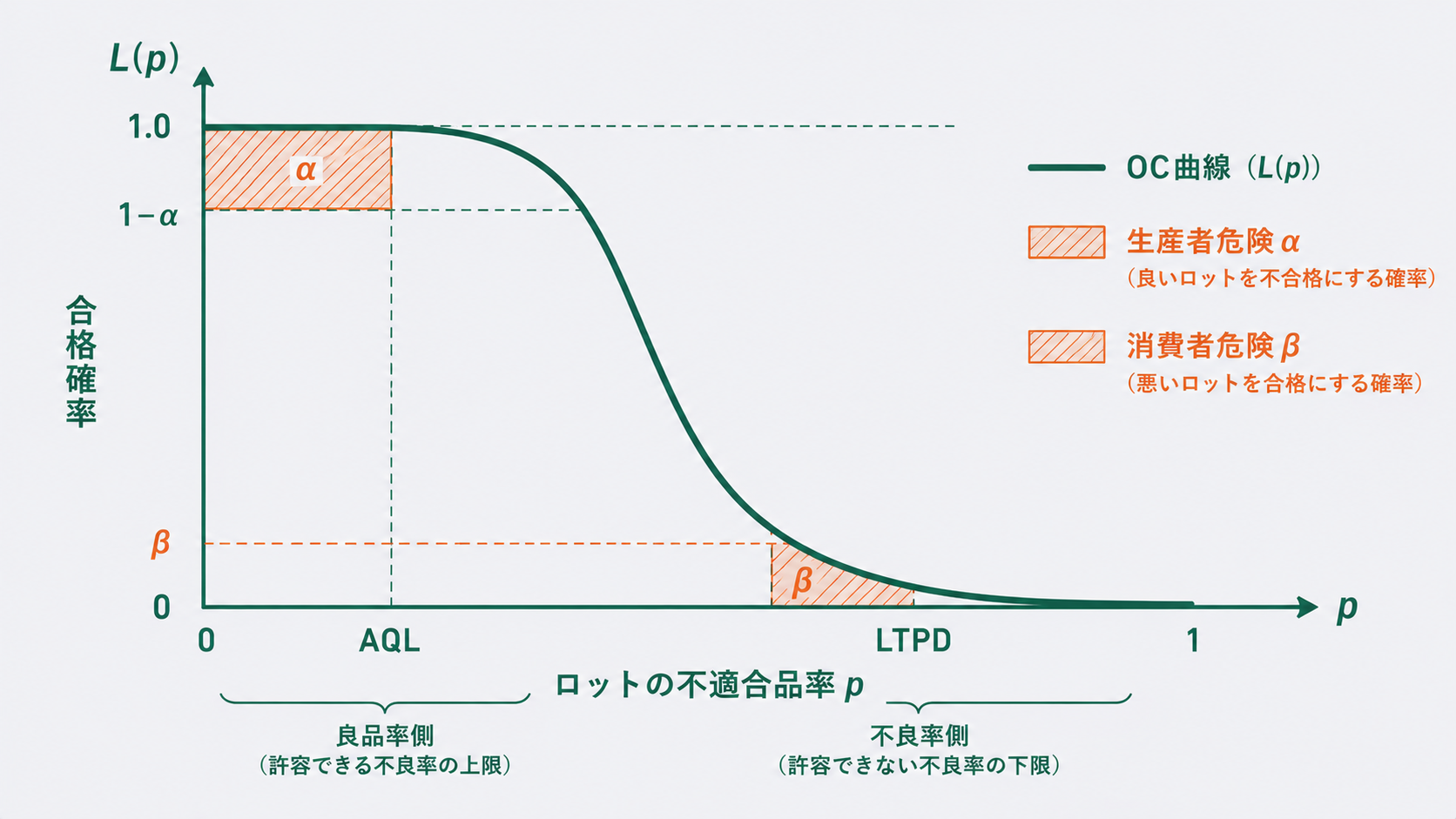
- OC曲線の作り方と、生産者危険α・消費者危険βの読み方
📌 前提知識:二項分布・ポアソン分布を読んでおくと、合格確率の計算が理解しやすくなります。
購入した部品が1ロット5,000個。全数を検査する時間はないけれど、不良の多いロットは受け入れたくない——受入検査の現場でよくある悩みです。こんなとき、ロットから一部を抜き取って合否を判断するのが抜取検査です。
ただ、抜き取りである以上「良いロットをうっかり不合格にする」「悪いロットを見逃して合格させる」リスクはゼロになりません。そのリスクの大きさを1本の曲線で表したものがOC曲線です。この記事では、合格確率の計算からOC曲線の読み方までを、Excelの手順つきで解説します。
抜取検査を使う場面・使わない場面
抜取検査は、ロットから抜き取ったサンプルの不適合品数で、ロット全体の合否を決める方法です。次のような場面で使います。
- ロットが大量で、全数検査に時間やコストがかかりすぎるとき
- 破壊検査(試験するとその製品が使えなくなる)で、全数検査が原理的に不可能なとき
- 連続して届くロットを、受入時に効率よくふるい分けたいとき
逆に、1個でも不良が許されない重要保安部品や、検査コストが極めて低い場合は、全数検査の方が適しています。抜取検査は「見逃しのリスクを一定量受け入れる代わりに、検査の手間を減らす」方法だと理解しておきましょう。
抜取検査の基本(n と c)
もっとも基本的な計数規準型の一回抜取検査は、2つの数字で決まります。
- n:ロットから抜き取るサンプルの個数
- c:合格と判定する不適合品数の上限(合格判定個数)
n個を抜き取り、その中の不適合品数がc個以下ならロット合格、c個を超えたら不合格とします。たとえば n=50・c=2 なら、「50個中、不適合品が2個までなら合格」という検査です。
合格確率の計算(二項分布)
ロットの不適合品率を p とすると、抜き取ったn個のうち不適合品がちょうどk個出る確率は二項分布で表せます。
\[ P(k) = {}_n C_k \, p^k (1-p)^{n-k} \]
ロットが合格するのは「不適合品数が c 個以下」のときなので、合格確率 L(p) は k=0 から c までの確率を足し合わせたものになります。
\[ L(p) = \sum_{k=0}^{c} {}_n C_k \, p^k (1-p)^{n-k} \]
Excelでは二項分布の累積確率を返す BINOM.DIST関数 で一発で求められます。第4引数を TRUE にすると「c個以下」の累積確率になります。
合格確率 L(p): =BINOM.DIST(c, n, p, TRUE) 例(n=50, c=2, p=0.04): =BINOM.DIST(2, 50, 0.04, TRUE) → 0.6767
中身を分解すると、不適合品が0個・1個・2個になる確率の合計です。1個ずつ確認したいときは第4引数を FALSE にします(=BINOM.DIST(0,50,0.04,FALSE) など)。
| 不適合品数 k | 確率 P(k)(p=0.04) |
|---|---|
| 0個 | 0.1299 |
| 1個 | 0.2706 |
| 2個 | 0.2762 |
| 合計(=合格確率 L(0.04)) | 0.6767 |
不適合品率が4%のロットでも、この検査(n=50, c=2)では約68%の確率で合格します。「抜き取りだと、それなりに不良のあるロットも通ってしまう」ことが数字で見えてきます。
なお n が大きく p が小さいときは、平均 λ=np のポアソン分布で近似できます(=POISSON.DIST(2, 2, TRUE) → 0.6767 と、ほぼ同じ値です)。手計算では近似が便利です。
OC曲線の作り方
OC曲線(検査特性曲線)は、横軸にロットの不適合品率 p、縦軸に合格確率 L(p) を取ったグラフです。pをいくつか変えて L(p) を計算し、点をつなぐだけで描けます。
| 不適合品率 p | 合格確率 L(p) |
|---|---|
| 1% | 0.9862 |
| 2% | 0.9216 |
| 4% | 0.6767 |
| 6% | 0.4162 |
| 8% | 0.2260 |
| 10% | 0.1117 |
Excelでは、A列にpを並べ、B列に =BINOM.DIST(2,50,A2,TRUE) を入れて下までコピーし、散布図(平滑線)にすれば完成です。pが大きくなるほど合格確率がなだらかに下がる、右肩下がりの曲線になります。
この曲線の「下がり方」が検査のきびしさです。理想は良品ロットでストンと高く、不良ロットでストンと低くなる垂直に近い形ですが、nを増やさない限り、現実には傾いたS字になります。
生産者危険α と 消費者危険β
OC曲線から、検査につきまとう2種類のリスクを読み取れます。
- 生産者危険 α:本来は合格にしたい良いロット(不適合品率 p₀)が、誤って不合格になる確率。α = 1 − L(p₀)
- 消費者危険 β:本来は不合格にしたい悪いロット(不適合品率 p₁)が、誤って合格してしまう確率。β = L(p₁)
先ほどの検査(n=50, c=2)で、良品の目安を p₀=1%、不良の目安を p₁=8% とすると、次のように計算できます。
生産者危険 α = 1 − L(0.01) = 1 − 0.9862 = 0.0138(約1.4%) 消費者危険 β = L(0.08) = 0.2260(約22.6%)
良いロットを落とす確率は約1.4%と低めですが、不適合品率8%のロットを見逃す確率は約22.6%もあります。消費者危険を下げたいなら、サンプル数nを増やす、合格判定個数cを小さくするなど、検査の設計を見直す必要があります。AQL(合格品質水準)やLTPDといった基準は、このα・βを実務で扱いやすくしたものです。
まとめ
- 抜取検査は n(サンプル数)と c(合格判定個数)で決まり、不適合品がc個以下なら合格
- 合格確率 L(p) は二項分布で計算でき、Excelの
=BINOM.DIST(c, n, p, TRUE)で求められる - OC曲線は p と L(p) のグラフ。生産者危険 α=1−L(p₀)、消費者危険 β=L(p₁) を読み取れる
使い分けの一言:見逃し(消費者危険β)を減らしたいならnを増やす、過剰な不合格(生産者危険α)を減らしたいならcの設定を見直す——どちらを重視するかで検査の設計が変わります。
合格確率の土台となる分布は 二項分布・ポアソン分布 で、不良率そのものを検定したいときは 母比率の検定(不良率の検定) が使えます。工程の不良率を継続して監視するなら p管理図・np管理図 も合わせてご確認ください。QC検定2級の手法編全体の学習は QC検定2級 手法編の攻略ロードマップ に分野別の地図をまとめています。
同じ抜取検査でも、品質特性を寸法や強度などの連続量で測る場合は、合否を不適合品数で数える計数値ではなく計量値抜取検査(JIS Z 9003)を使うと、より少ないサンプル数で同等の判別力を得られます。
検査ロットからどのようにサンプルを抜き取るか、その抽出方式はサンプリングの種類で解説しています。
ロットの一部を抜き取って全体の合否を判定するという抜取検査の考え方の土台は、母集団と標本とはで解説しています。
生産者危険αと消費者危険βの考え方の元になっている検定の2つの誤りは、第1種の誤りと第2種の誤りで解説しています。
