
この記事でわかること
- 計量値抜取検査(JIS Z 9003)の判定の仕組みと手順
- サンプル数nと合格判定係数kの求め方(Excel対応)
- 計数値抜取検査との使い分け(サンプル数の差)
受け入れたロットの引張強度を保証したい。ただ、引張試験は1本ずつ時間もコストもかかるので、不良率だけ見る計数値の抜取検査だと必要な数十個のサンプルがつらい——そんなときに使うのが計量値抜取検査です。特性値そのものを測って平均で判定するため、ずっと少ないサンプル数で同じ保証ができます。
この記事では、JIS Z 9003(標準偏差既知の場合)の考え方と手順を、引張強度の例題で解説します。良品・不良品の個数で判定する計数値の抜取検査(JIS Z 9002系)は抜取検査とOC曲線で解説済みなので、本記事はその「計量値版」です。どちらもQC検定2級の頻出分野です。
計量値抜取検査を使う場面・条件
計量値抜取検査は、次の条件がそろうときに使えます。
- 品質特性が計量値(引張強度・寸法・重量など、連続的に測れる値)である
- 特性値の分布が正規分布とみなせる
- 規格値(下限SL・上限SU)が決まっていて、規格外れ=不適合品と定義できる
- JIS Z 9003 を使う場合は、ロットの標準偏差σが既知(過去の管理データから安定して把握できている)
逆に、特性が「良・不良」でしか判定できない(外観キズの有無など)場合や、分布が正規から大きく外れる場合は使えません。そのときは計数値の抜取検査を選びます。σが安定していない・不明な場合は、標準偏差未知の方式(JIS Z 9004)になりサンプル数が増えます。
計数値との違い:サンプル数が大幅に減る
計数値の抜取検査は「n個中、不適合品がc個以下なら合格」という個数の情報しか使いません。一方、計量値抜取検査は測定値そのもの(平均がどの位置にあるか)を使うため、情報量が多く、同じ保証を少ないサンプルで実現できます。
たとえば「不良率1%のロットはほぼ合格させ(α≒5%)、不良率10%のロットはほぼ不合格にする(β≒10%)」という同じ条件で比べると、必要なサンプル数は次のとおりです。
| 方式 | 判定方法 | 必要サンプル数 |
|---|---|---|
| 計数値(JIS Z 9002系) | 不適合品の個数で判定 | 約40個(n=40, c=1) |
| 計量値(JIS Z 9003) | 測定値の平均で判定 | 8個 |
測定に手間やコストがかかる特性(破壊試験など)ほど、この差が効きます。そのかわり、1個ずつの測定が必要なことと、正規分布・σ既知という前提が条件です。
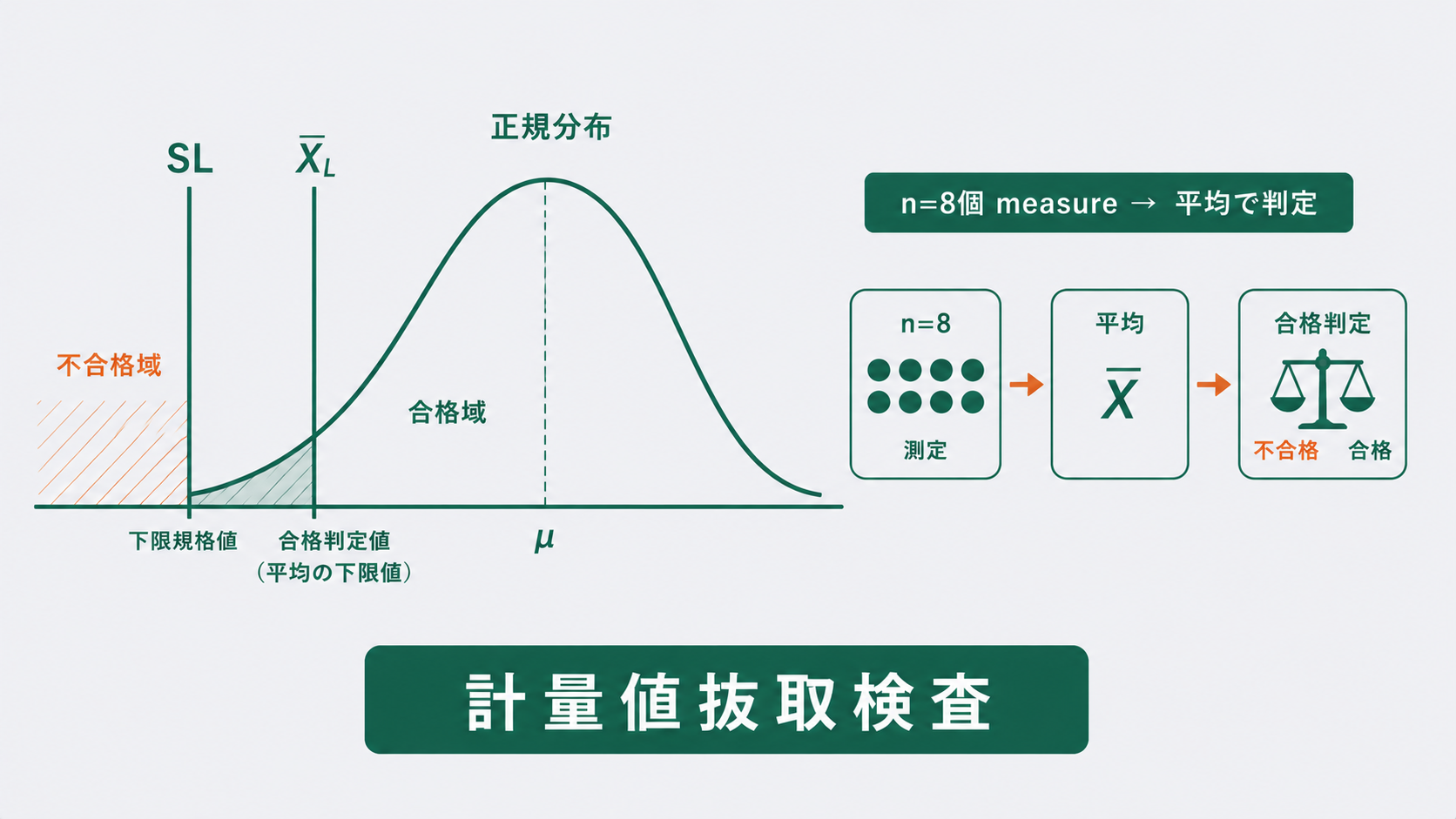
判定の仕組み:合格判定値 X̄L = SL + kσ
下限規格値 SL がある場合(強度など「大きいほど良い」特性)で説明します。ロットの平均が SL ぎりぎりだと、正規分布の左裾が規格を割り込み、不良率が高くなります。そこで、規格値からkσ分だけ余裕をとった合格判定値を設け、サンプル平均がそれを上回るかで判定します。
X̄L = SL + k × σ
- n個のサンプルを測定し、平均 X̄ を計算する
- X̄ ≥ X̄L ならロット合格、X̄ < X̄L ならロット不合格
上限規格値 SU の場合(不純物量など「小さいほど良い」特性)は逆向きで、X̄U = SU − kσ を下回れば合格です。平均はExcelのAVERAGE関数で計算します(=AVERAGE(B2:B9))。
nとkの決め方
サンプル数nと合格判定係数kは、2つの不良率の取り決めから決まります。計数値の抜取検査と同じ考え方です。
- p₀:なるべく合格させたいロットの不良率(生産者危険 α=5%)
- p₁:なるべく不合格にしたいロットの不良率(消費者危険 β=10%)
正規分布の上側確率に対応するKの値(Kp₀・Kp₁・Kα・Kβ)を使うと、nとkは次の式で求められます。
n = {(Kα + Kβ) / (Kp₀ − Kp₁)}² / k = (Kp₀Kβ + Kp₁Kα) / (Kα + Kβ)
Kの値はExcelのNORM.S.INV関数で求められます。たとえば p₀=1% なら =NORM.S.INV(0.99) で 2.326、α=5% なら =NORM.S.INV(0.95) で 1.645 です。実務ではJIS Z 9003の付表からnとkを直接引くのが普通ですが、式の意味を知っておくと表の成り立ちが理解できます。
例題:引張強度の受け入れ検査
部材の引張強度に下限規格 SL=200 MPa があります。過去の管理データから σ=8 MPa(既知・安定)です。「不良率1%のロットは合格させたい(p₀=1%、α=5%)、不良率10%のロットは不合格にしたい(p₁=10%、β=10%)」という条件で抜取検査を設計します。
手順1:Kの値をそろえる
- Kp₀ = NORM.S.INV(0.99) = 2.326
- Kp₁ = NORM.S.INV(0.90) = 1.282
- Kα = NORM.S.INV(0.95) = 1.645
- Kβ = NORM.S.INV(0.90) = 1.282
手順2:nとkを計算する
n = {(1.645 + 1.282) / (2.326 − 1.282)}² = (2.927 / 1.044)² = 2.80² = 7.85 → 切り上げて n = 8個
k = (2.326 × 1.282 + 1.282 × 1.645) / (1.645 + 1.282) = (2.982 + 2.109) / 2.927 = 1.74
手順3:合格判定値を求めて判定する
X̄L = SL + kσ = 200 + 1.74 × 8 = 213.9 MPa
ロットから8個を抜き取って引張試験を行ったところ、測定値は 214・219・212・217・220・213・218・215 MPa でした。平均は X̄ = AVERAGE関数で 216.0 MPa です。
X̄ = 216.0 ≥ X̄L = 213.9 なので、このロットは合格です。規格値200に対して平均216.0と聞くと余裕に見えますが、判定基準は「200を超えているか」ではなく「200より13.9以上、余裕をもって上回っているか」である点が計量値抜取検査の肝です。σ分のばらつきを見込んだ余裕がないと、ロット内の下位の製品が規格を割るためです。
計量値抜取検査は「方法による分類」の一つです。段階別の検査(受入/工程内/出荷)との組み合わせ方は検査の種類|受入・工程内・出荷の違いと使い分けで整理しています。
まとめ
計量値抜取検査のポイントを整理します。
- 特性値を測定し、平均と合格判定値(SL + kσ)の比較でロットを判定する
- 情報量が多いぶん、計数値より大幅に少ないサンプル数で同じ保証ができる(例題では8個 vs 約40個)
- 前提は「正規分布」「規格値あり」「JIS Z 9003ならσ既知」
- nとkは p₀・p₁・α・βから決まり、KはExcelのNORM.S.INVで求められる
- 例題:n=8・k=1.74・合格判定値213.9 MPa → 平均216.0で合格
使い分けはこうです。特性を数値で測れて分布が正規なら計量値、良・不良でしか判定できないなら計数値。計数値の方式とOC曲線の読み方は抜取検査とOC曲線で解説しています。σの求め方・管理は標準偏差・分散の求め方を、規格値と工程のばらつきの関係は工程能力指数(Cp・Cpk)をご覧ください。QC検定2級の学習順はQC検定2級 手法編の攻略ロードマップで整理しています。

