塗装検査で「1枚のパネルに傷が何箇所あるか」を管理したい場合、X-R管理図やp管理図では対応できません。X-R管理図は連続量(寸法・重量)用、p管理図は「合格/不合格」の2値データ用です。1製品あたりの欠陥数(傷・気泡・ピンホールなど)を管理するには、c管理図またはu管理図を使います。
この記事では、c管理図とu管理図の計算手順を、Excelで追えるデータ付きで解説します。2つの使い分けと、サンプルサイズが変わるときの対処法もあわせて確認できます。
c管理図・u管理図は欠陥数を管理する計数値管理図です。X-R管理図(計量値)・p管理図・np管理図(不良品)との使い分けを含め、データの種類から管理図を選ぶ判断フローは管理図の選び方|計量値・計数値の判断基準とフロー図で解説で整理しています。
c管理図・u管理図とは
管理図は、管理するデータの種類によって使うべき種類が変わります。欠陥数・不良数といった「数えられるデータ」は計数値管理図を使います。計数値管理図の中でも、何を数えるかによってさらに分類されます。
| 管理図 | 数えるもの | 分布の仮定 | サンプルサイズ |
|---|---|---|---|
| p管理図 | 不良率(不良品か否か) | 二項分布 | 変動可 |
| np管理図 | 不良品数(不良品か否か) | 二項分布 | 一定 |
| c管理図 | 欠陥数(1製品あたり) | ポアソン分布 | 一定 |
| u管理図 | 欠陥数/単位(1m²あたりなど) | ポアソン分布 | 変動可 |
p管理図・np管理図との根本的な違いは「1品あたりの欠陥が複数ありうるか」です。不良品検査では1品を「合格/不合格」で判定しますが、外観検査や溶接検査では1品に傷が2箇所・3箇所と存在することがあります。この「1品あたりの欠陥数」を扱うのがc管理図・u管理図です。
p管理図・np管理図についてはp管理図・np管理図の作り方と見方で詳しく解説しています。
c管理図とu管理図の使い分け
2つの違いはサンプルサイズ(検査面積・検査個数・検査長)が一定かどうかだけです。
- c管理図:毎回同じ枚数・同じ面積を検査する場合
- u管理図:検査面積や検査個数がロットによって変わる場合
工場では段取り替えやロットサイズの違いで検査量が変わることが多いため、実務ではu管理図を使う場面が多くなります。
c管理図の計算手順
例題の設定
自動車用塗装パネルの外観検査ラインを想定します。毎日1枚を抽出し、傷・気泡・はじきなどの欠陥数を記録します。20日分のデータを使って管理図を作ります。
| 日 | 欠陥数 c | 日 | 欠陥数 c |
|---|---|---|---|
| 1 | 2 | 11 | 2 |
| 2 | 1 | 12 | 1 |
| 3 | 3 | 13 | 3 |
| 4 | 2 | 14 | 2 |
| 5 | 4 | 15 | 2 |
| 6 | 2 | 16 | 4 |
| 7 | 1 | 17 | 1 |
| 8 | 3 | 18 | 3 |
| 9 | 2 | 19 | 2 |
| 10 | 5 | 20 | 1 |
| 合計 | 46 | ||
Step 1. 平均欠陥数 c̄ を求める
全期間の欠陥数の合計を、サンプル数(日数)で割ります。\[ \bar{c} = \frac{\sum c_i}{k} = \frac{46}{20} = 2.30 \]
ここで \( k \) はサンプル数(今回は20日分)です。
Step 2. UCL・LCL を計算する
c管理図の管理限界線はポアソン分布の標準偏差 \( \sqrt{\bar{c}} \) を使って求めます。\[ UCL = \bar{c} + 3\sqrt{\bar{c}} = 2.30 + 3 \times \sqrt{2.30} = 2.30 + 4.55 = 6.85 \] \[ CL = \bar{c} = 2.30 \] \[ LCL = \bar{c} – 3\sqrt{\bar{c}} = 2.30 – 4.55 = -2.25 \rightarrow 0 \]
LCLが負になった場合は0に置き換えます。欠陥数が負になることはないためです。
計算結果をまとめると、管理限界線は次の通りです。
| 管理線 | 値 |
|---|---|
| UCL(上方管理限界) | 6.85 |
| CL(中心線) | 2.30 |
| LCL(下方管理限界) | 0(負のため) |
20日間のデータは最大でも5(10日目)であり、すべてUCL=6.85以内に収まっています。この期間の工程は統計的管理状態にあると判断できます。
Step 3. ExcelでC管理図を作成する
Excelでの計算手順は次の通りです。
- A列に「日」(1〜20)、B列に「欠陥数c」を入力する
- C2セルに平均欠陥数を入力:
=AVERAGE(B2:B21)(または=SUM(B2:B21)/20) - D2セルにUCL:
=$C$2+3*SQRT($C$2)→ D21まで複写 - E2セルにLCL:
=MAX(0,$C$2-3*SQRT($C$2))→ E21まで複写 - A列・B列・D列・E列を選択して折れ線グラフを挿入する
- D列(UCL)・E列(LCL)の系列を「近似曲線なし・直線」に設定する
UCLとLCLは全行で同じ値になるため、グラフ上では水平な直線として表示されます。
u管理図の計算手順
例題の設定
同じ塗装検査ラインですが、検査するパネルの面積(m²)がロットによって異なる場合を考えます。欠陥数をそのまま比較すると面積の大きなパネルほど欠陥数が多くなるため、「1m²あたりの欠陥数 u」に換算して管理します。
| 日 | 検査面積 n (m²) | 欠陥数 c | u = c / n |
|---|---|---|---|
| 1 | 2 | 4 | 2.00 |
| 2 | 3 | 6 | 2.00 |
| 3 | 2 | 3 | 1.50 |
| 4 | 4 | 8 | 2.00 |
| 5 | 2 | 5 | 2.50 |
| 6 | 3 | 5 | 1.67 |
| 7 | 4 | 9 | 2.25 |
| 8 | 2 | 4 | 2.00 |
| 9 | 3 | 7 | 2.33 |
| 10 | 4 | 8 | 2.00 |
| 11 | 2 | 5 | 2.50 |
| 12 | 3 | 6 | 2.00 |
| 13 | 4 | 7 | 1.75 |
| 14 | 2 | 4 | 2.00 |
| 15 | 3 | 5 | 1.67 |
| 合計 | 43 | 86 | — |
Step 1. 平均欠陥数/単位 ū を求める
全期間の欠陥数の合計を、全検査面積の合計で割ります。u値の単純平均ではなく、加重平均である点に注意してください。\[ \bar{u} = \frac{\sum c_i}{\sum n_i} = \frac{86}{43} = 2.00 \]
Step 2. nごとに UCL・LCL を計算する
u管理図では、その日の検査面積 \( n_i \) によってUCL・LCLが変わります。これがc管理図との最大の違いです。\[ UCL_i = \bar{u} + 3\sqrt{\frac{\bar{u}}{n_i}} \] \[ LCL_i = \bar{u} – 3\sqrt{\frac{\bar{u}}{n_i}} \quad (\text{負の場合は } 0) \]
今回は n が 2・3・4 の3種類のため、それぞれのUCL・LCLを計算します。
| n (m²) | √(ū/n) | 3√(ū/n) | UCL | LCL |
|---|---|---|---|---|
| 2 | √(2.00/2) = 1.000 | 3.000 | 5.00 | 0 |
| 3 | √(2.00/3) = 0.816 | 2.449 | 4.45 | 0 |
| 4 | √(2.00/4) = 0.707 | 2.121 | 4.12 | 0 |
検査面積が大きいほどUCLが低くなります。多くのデータを集めるほど推定精度が上がるため、管理限界が厳しくなるのです。
全15日のu値は最大でも2.50(5日目・11日目)であり、各日のUCLを下回っています。この期間の工程は統計的管理状態にあります。
Step 3. ExcelでU管理図を作成する
u管理図では、UCL・LCLが行ごとに異なる点がポイントです。
- A列に「日」、B列に「検査面積n」、C列に「欠陥数c」を入力する
- D2セルに u 値:
=C2/B2→ D16まで複写 - C17・B17に合計を計算:
=SUM(C2:C16)、=SUM(B2:B16) - E2セルに ū:
=$C$17/$B$17(固定) - F2セルにUCL:
=$C$17/$B$17+3*SQRT(($C$17/$B$17)/B2)→ F16まで複写 - G2セルにLCL:
=MAX(0,$C$17/$B$17-3*SQRT(($C$17/$B$17)/B2))→ G16まで複写 - A列・D列・F列・G列を選択して折れ線グラフを挿入する
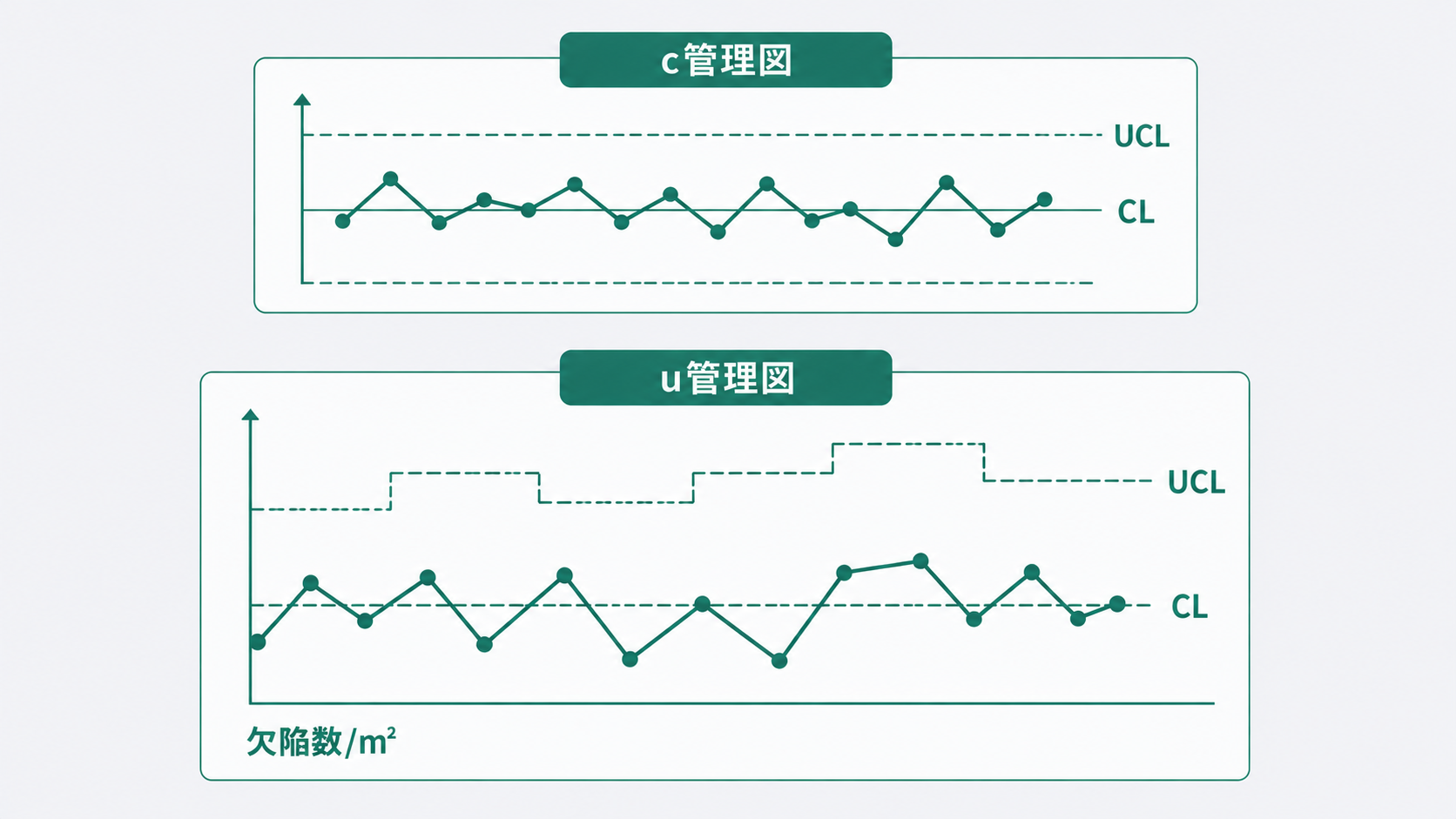
F列・G列はnの値によって行ごとに異なる数値になるため、グラフ上ではUCL・LCLがステップ状(ジグザグ)の折れ線として表示されます。これがu管理図の特徴的な見た目です。
管理図の読み方と異常判定
管理限界線(UCL・LCL)を超えた点は「管理外れ」と判定し、原因の調査が必要です。欠陥数の管理図では以下のような原因が考えられます。
| パターン | 考えられる原因 |
|---|---|
| UCLを超える(欠陥数が急増) | 塗料の劣化・噴射圧力の変動・設備の汚染・作業者の交代 |
| LCLを下回る(欠陥数が異常に少ない) | 検査基準の緩和・見落とし・検査員の変更(望ましい変化の場合もある) |
| 連続して中心線の片側に偏る | 工程の緩やかなシフト(材料ロット変更・環境変化) |
管理外れ以外の異常パターン(連続8点が中心線の片側、連続3点のうち2点がゾーンAに入るなど)については管理図の異常判定ルール|Western Electric Rulesの読み方で詳しく解説しています。
管理限界線は「管理外れを検知するための閾値」であり、規格値(仕様限界)とは別物です。管理内でも欠陥数が多い場合は、工程能力の向上(欠陥発生メカニズムの改善)が別途必要です。
X-R管理図・p管理図との比較まとめ
どの管理図を使うか迷ったときの判断基準を整理します。
| 管理図 | データの種類 | 使うシーン |
|---|---|---|
| X-R管理図 | 計量値(連続量) | 寸法・重量・硬度・温度の管理 |
| p管理図 | 計数値(不良率) | 合否判定の不良率管理(サンプルサイズ変動可) |
| np管理図 | 計数値(不良品数) | 合否判定の不良品数管理(サンプルサイズ一定) |
| c管理図 | 計数値(欠陥数) | 1製品あたりの欠陥数管理(検査量一定) |
| u管理図 | 計数値(欠陥数/単位) | 1製品あたりの欠陥数管理(検査量変動可) |
X-R管理図の詳しい解説は管理図(X-R管理図)の作り方と見方をご覧ください。
📚 合わせて読みたい書籍
統計的品質管理―ステップアップのためのガイドブック— 管理図・工程能力・サンプリング検査を体系的に学べます。
品質管理テキスト(QC検定2級対応)(日本規格協会)— QC検定2〜3級の資格対策にも使える定番テキストです。
まとめ
c管理図・u管理図は、1製品あたりの欠陥数をポアソン分布に基づいて管理する計数値管理図です。
- c管理図:検査量が一定の場合に使用。UCL = c̄ + 3√c̄(定数)
- u管理図:検査量が変動する場合に使用。UCLᵢ = ū + 3√(ū/nᵢ)(行ごとに変わる)
- LCLが負になった場合は0に置き換える
- 管理外れの点は原因調査を行い、異常要因を特定・除去する
管理図を使うことで、「欠陥数の多い日が偶然のばらつきか、工程の変化によるものか」を統計的に区別できます。塗装検査・溶接検査・印刷品質管理など、欠陥が複数箇所発生しうる工程で特に有効です。
管理図シリーズの全体像はp管理図・np管理図の作り方と見方もあわせて参照してください。