
工程ラインが3本あって、不良率がラインごとに違う気がする——でも「気がする」だけでは根拠にならない。そういうときに使うのがカイ二乗検定(χ²検定)です。
この記事では、カイ二乗検定の2つの使い方を製造業の例題で解説します。
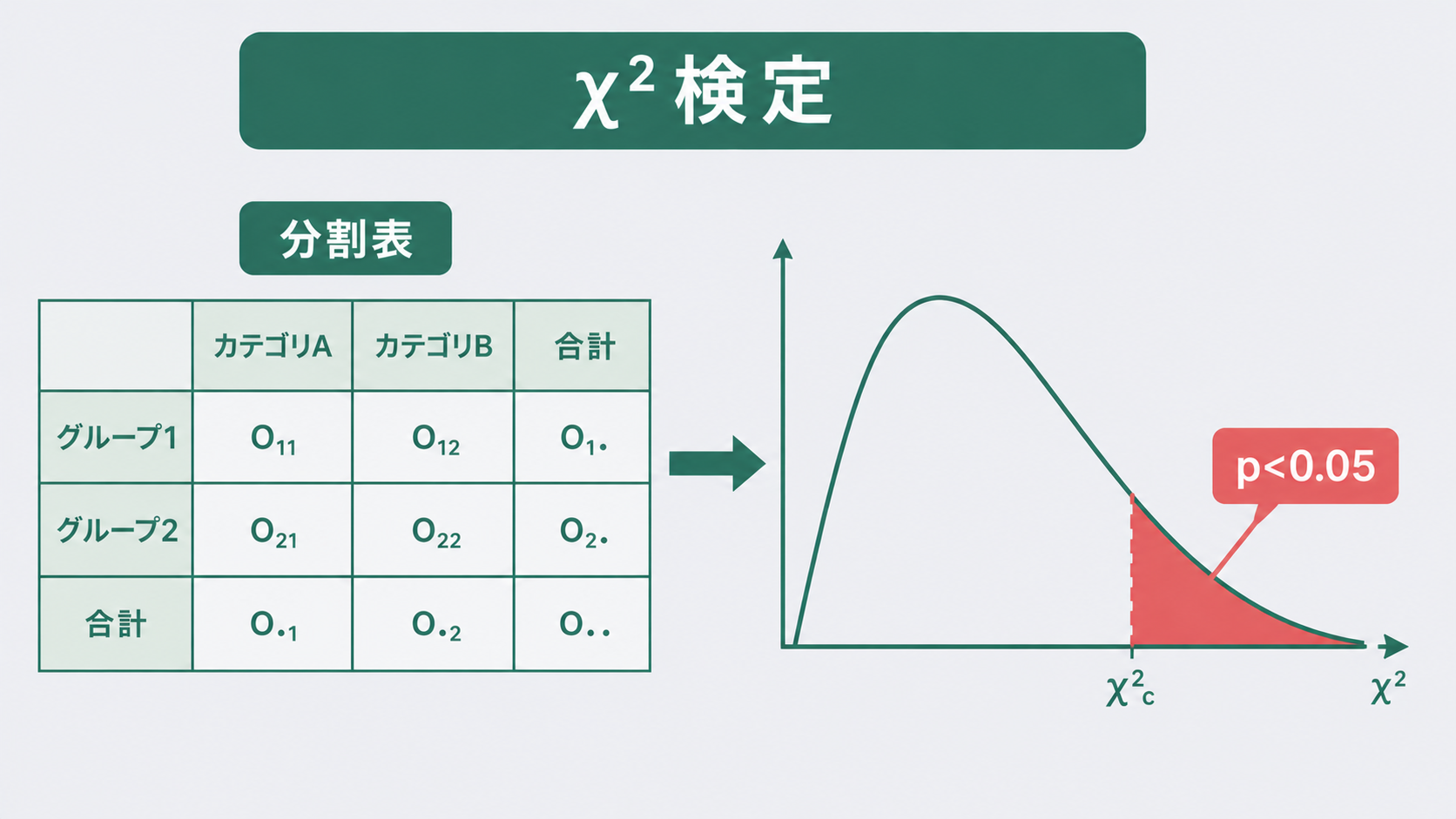
- 独立性の検定:工程ライン(A/B/C)と合否の間に関連があるか
- 適合度検定:不良の種類に偏りがあるか
計算はExcelの関数だけで完結します。
カイ二乗検定とは
カイ二乗検定は、カテゴリデータ(分類データ)の度数を比較する検定です。t検定や分散分析が「平均値を比べる」のに対し、カイ二乗検定は「個数・割合を比べる」ときに使います。
| 使い場面 | 手法 |
|---|---|
| ラインAとBで不良率が違うか | カイ二乗検定(独立性の検定) |
| 不良の種類が均等かどうか | カイ二乗検定(適合度検定) |
| 2グループの平均を比べる | t検定 |
| 3グループ以上の平均を比べる | 分散分析 |
検定の手法の選び方全体は統計的検定の選び方(フロー図付き)を参照してください。
独立性の検定:工程別不良率の比較
3本の工程ライン(A・B・C)でそれぞれ200個を検査した結果です。
| 工程 | 合格 | 不良 | 合計 | 不良率 |
|---|---|---|---|---|
| 工程A | 190 | 10 | 200 | 5.0% |
| 工程B | 170 | 30 | 200 | 15.0% |
| 工程C | 180 | 20 | 200 | 10.0% |
| 合計 | 540 | 60 | 600 | 10.0% |
工程Bの不良率15%は工程Aの3倍です。この差は偶然の範囲か、それとも工程間に本当の差があるのか——カイ二乗検定で判断します。
Step 1:仮説を立てる
- 帰無仮説 H₀:工程と合否は独立である(工程ラインで不良率に差はない)
- 対立仮説 H₁:工程と合否は独立でない(工程ラインで不良率に差がある)
- 有意水準:α = 0.05
Step 2:期待度数を計算する
「もし工程と合否が独立なら、各セルに何個入るはずか」を計算します。これを期待度数と言います。\[ E_{ij} = \frac{(\text{行の合計}) \times (\text{列の合計})}{\text{総計}} \]
今回の例では、どの工程も合計が200個で同じなので:\[ E_{\text{合格}} = \frac{200 \times 540}{600} = 180, \quad E_{\text{不良}} = \frac{200 \times 60}{600} = 20 \]
| 工程 | 期待度数(合格) | 期待度数(不良) |
|---|---|---|
| 工程A | 180 | 20 |
| 工程B | 180 | 20 |
| 工程C | 180 | 20 |
期待度数がすべて5以上あれば、カイ二乗検定を適用できます(今回は最小20で問題なし)。
Step 3:χ²統計量を計算する
観測度数 \( O \) と期待度数 \( E \) のずれを集計します。\[ \chi^2 = \sum \frac{(O – E)^2}{E} \]
| セル | 観測 O | 期待 E | \( (O-E)^2/E \) |
|---|---|---|---|
| 工程A・合格 | 190 | 180 | \((190-180)^2/180 = 0.556\) |
| 工程A・不良 | 10 | 20 | \((10-20)^2/20 = 5.000\) |
| 工程B・合格 | 170 | 180 | \((170-180)^2/180 = 0.556\) |
| 工程B・不良 | 30 | 20 | \((30-20)^2/20 = 5.000\) |
| 工程C・合格 | 180 | 180 | \((180-180)^2/180 = 0.000\) |
| 工程C・不良 | 20 | 20 | \((20-20)^2/20 = 0.000\) |
| 合計 | — | — | 11.111 |
\[ \chi^2 = 11.111 \]
Step 4:自由度とp値を確認する
自由度は行数と列数から決まります。\[ df = (\text{行数} – 1) \times (\text{列数} – 1) = (3-1) \times (2-1) = 2 \]
χ²分布表より、自由度2・有意水準5%の棄却域は \( \chi^2 > 5.991 \) です。今回の \( \chi^2 = 11.111 \) はこれを上回っており、p値は約0.004です。
H₀を棄却します。工程ラインによって不良率に有意な差があります(p = 0.004)。
各セルの寄与を見ると、工程B(不良)と工程A(不良)の寄与がそれぞれ5.0と大きく、工程Bの不良数が特に多いことが主な原因だとわかります。
Excelでの計算手順
- 分割表(観測度数)をA1:C4の範囲に入力する
- 期待度数を別セルに計算する(行合計 × 列合計 ÷ 総計)
- χ²統計量の計算:
=CHITEST(観測度数の範囲, 期待度数の範囲)でp値が直接得られる - または各セルで
=(O-E)^2/Eを計算してSUMで合計する - p値の計算:
=CHIDIST(χ²の値, 自由度)(Excel 2010以前)または=CHISQ.DIST.RT(χ²の値, 自由度)(Excel 2010以降)
適合度検定:不良の種類に偏りがあるか
ある工程で発生した不良50件を種類別に集計したところ、次のようになりました。
| 不良の種類 | 観測件数 | 期待件数(均等の場合) |
|---|---|---|
| キズ | 12 | 12.5 |
| 寸法不良 | 8 | 12.5 |
| 異物混入 | 25 | 12.5 |
| その他 | 5 | 12.5 |
| 合計 | 50 | 50 |
「4種類が均等に発生するなら各12.5件のはず」という帰無仮説を検定します。\[ \chi^2 = \frac{(12-12.5)^2}{12.5} + \frac{(8-12.5)^2}{12.5} + \frac{(25-12.5)^2}{12.5} + \frac{(5-12.5)^2}{12.5} \] \[ = 0.020 + 1.620 + 12.500 + 4.500 = 18.640 \]
自由度 \( df = 4 – 1 = 3 \)、棄却域は \( \chi^2 > 7.815 \)。今回の18.640は大きく超えており、p値は0.001未満です。
不良の種類に有意な偏りがあります。異物混入(25件)が突出しており、この工程の改善は異物対策を優先すべきだと判断できます。
検定を使う前の確認事項
カイ二乗検定には前提条件があります。適用前に次の点を確認してください。
| 条件 | 目安 | 違反した場合 |
|---|---|---|
| 期待度数 | 全セルで5以上が望ましい | フィッシャーの正確検定を使う |
| データの独立性 | 同一個体が複数のセルに入らない | マクネマー検定など対応のある検定を使う |
| サンプルサイズ | 総数が小さすぎないこと(目安n≥20) | フィッシャーの正確検定を使う |
期待度数が5未満のセルがある場合は、カテゴリを統合するか、フィッシャーの正確検定(Fisher’s exact test)に切り替えます。
まとめ
カイ二乗検定は、カテゴリデータの「差の有無」を検定する手法です。
- 独立性の検定:分割表を使って2つの要因の関連を調べる。工程×合否、ライン×不良種別など
- 適合度検定:観測度数が期待する分布と一致するかを調べる。不良種類の偏り確認など
- χ²統計量は \( \sum(O-E)^2/E \) で計算し、自由度ごとの棄却域と比較する
- 期待度数が5未満のセルがある場合はフィッシャーの正確検定を検討する
製造業の現場でよくある「ライン別・シフト別・機械別の不良率比較」はカイ二乗検定で手軽に検定できます。p管理図で管理限界を外れたラインが見つかったら、このカイ二乗検定で差の有意性を統計的に確認するという使い方が実務では多いです。
p管理図との組み合わせ方はp管理図・np管理図の作り方と見方を参照してください。検定全体の選び方は統計的検定の選び方(フロー図付き)、効果の大きさの評価には効果量(Cohen’s d・η²)の求め方も合わせてご覧ください。

