
「この工程、どの管理図で管理すればいいんだろう?」——品質管理担当になった最初の頃、あるいは新しい工程を引き継いだときに、一度は迷う問いです。
管理図にはX-R管理図・p管理図・np管理図・c管理図・u管理図と複数の種類があり、使い間違えると管理限界線の計算が崩れ、異常の検出精度が落ちてしまいます。この記事では、管理するデータの種類とサンプリング条件から適切な管理図を選べるよう、判断フローと各管理図の特徴を整理して解説します。
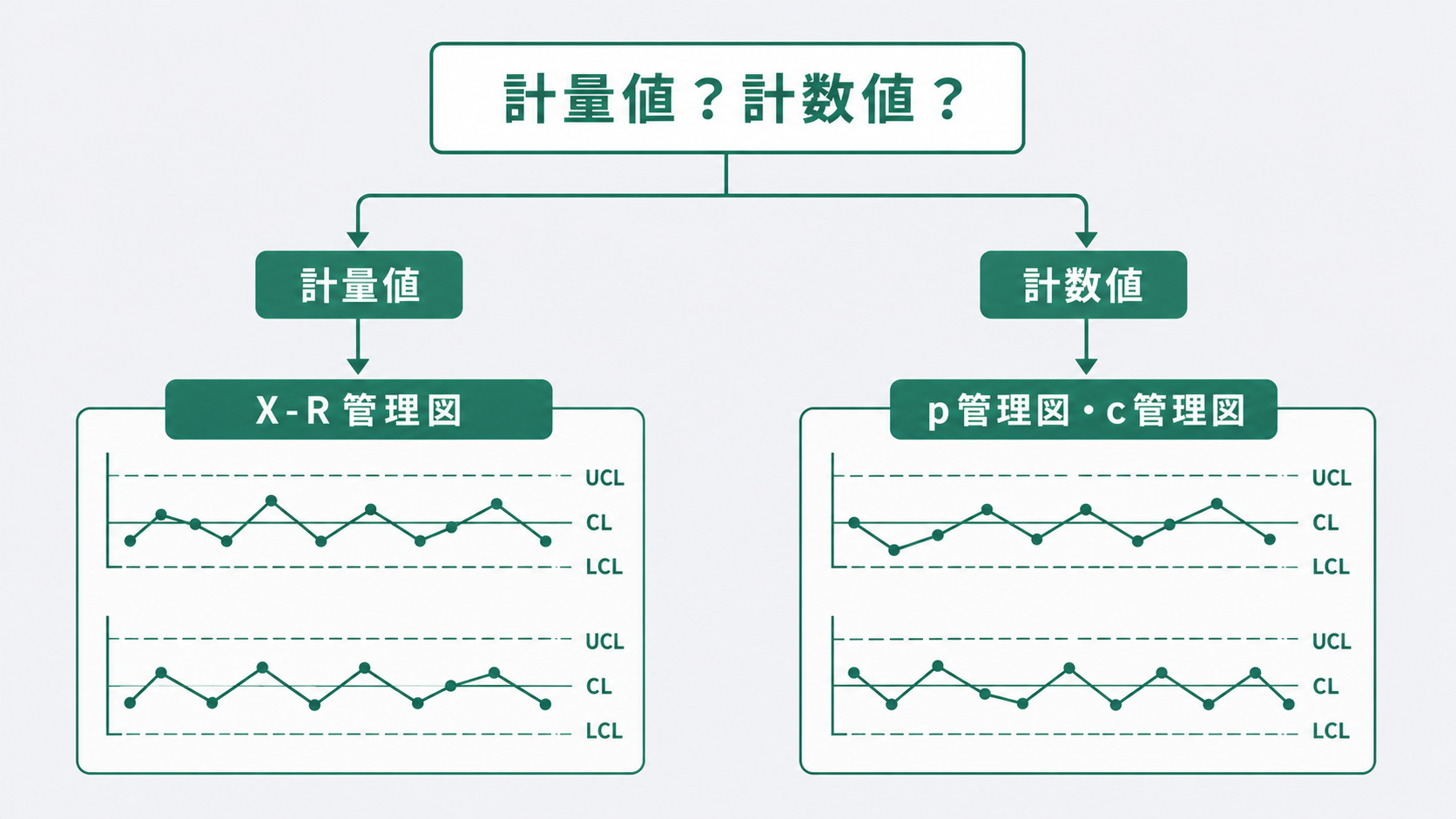
管理図は「データの種類」で大きく2系統に分かれる
管理図を選ぶ第一歩は、管理したいデータが「計量値」か「計数値」かを確認することです。
| データの種類 | 特徴 | 現場での例 |
|---|---|---|
| 計量値 | 連続的に変化する数値 | 寸法(mm)、重量(g)、温度(℃)、引張強度(MPa) |
| 計数値 | 整数で表される数値 | 不良品数、欠陥数、ピンホール数、傷の個数 |
計量値はノギスや温度計で測定できる連続データです。計数値は「何個」「何件」と数えるデータで、さらに「不良品(合否の2値)」か「欠陥数(1製品に複数発生しうる)」かで管理図が変わります。
管理図の選び方:2ステップの判断フロー
データの種類が決まったら、次の表のフローで管理図を絞り込みます。
| ステップ | 条件 | 使う管理図 |
|---|---|---|
| Step 1: 計量値 (連続データ) | 1グループ n = 2〜10 | X-R管理図 |
| 1点ずつ測定(n = 1) | X-Rm管理図 | |
| 大サンプル(n > 10) | X-s管理図 | |
| Step 2: 計数値(不良品) 合格/不合格の2値 | サンプルサイズが一定 | np管理図 |
| サンプルサイズが変化する | p管理図 | |
| Step 3: 計数値(欠陥数) 1製品に複数の欠陥が発生しうる | 観察単位が一定(面積・長さ) | c管理図 |
| 観察単位が変化する | u管理図 |
製造現場で最もよく使われるのはX-R管理図(計量値)とp管理図(不良率)です。以下では各管理図の特徴と使いどころをもう少し詳しく見ていきます。
計量値管理図:X-R管理図・X-Rm管理図・X-s管理図
X-R管理図(n = 2〜10)
計量値管理図の中で最も広く使われているのがX-R管理図です。グループ(サブグループ)に分けて測定した複数のデータを使い、Xバー管理図で平均値の変化を、R管理図で範囲(最大値-最小値)のばらつきを同時に監視します。
- 適用条件: 1グループあたりのサンプルサイズ n = 2〜10
- 用途例: 1ロット5個を抜き取って穴径を測定、射出成形品の肉厚を1時間ごとに4個計測
X-R管理図の計算手順(管理限界線の求め方・係数表の使い方)は管理図(X-R管理図)の作り方と見方で詳しく解説しています。
X-Rm管理図(n = 1)とX-s管理図(n > 10)
1バッチから1点しか測定できない化学プロセスや、コスト上の理由で個別測定になる工程ではX-Rm管理図(移動範囲管理図)を使います。連続する2点の差(移動範囲Rm)でばらつきを推定する方法です。
逆に n > 10 の大ロット検査では、範囲Rよりも標準偏差sの方がばらつきを精度よく推定できるためX-s管理図が適しています。
計数値管理図:p・np管理図とc・u管理図
np管理図・p管理図(不良品の管理)
検査結果が「良品/不良品」の2値データの場合に使います。1製品に対して合否を1回判定するデータが対象です。
- np管理図: サンプルサイズが毎回同じ場合。不良品の個数を管理する
- p管理図: ロットサイズが変動する場合。不良率(不良数÷サンプルサイズ)を管理する
「ライン検査で毎回100個を抜き取り不良品数を記録する」ならnp管理図、「ロットサイズが80〜120個と変動する受入検査で不良率を管理する」ならp管理図を選びます。詳しい計算手順はp管理図・np管理図の作り方と見方で解説しています。
c管理図・u管理図(欠陥数の管理)
1製品に傷・気泡・ピンホールなど複数の欠陥が発生しうる場合に使います。合否判定ではなく、1単位あたりの欠陥の「個数」を管理するのがポイントです。
- c管理図: 観察単位(1枚・1本・1m²)が一定の場合。欠陥数を管理する
- u管理図: 観察面積や長さが変化する場合。単位あたり欠陥数(u = 欠陥数÷観察単位)を管理する
「1枚のガラス板(面積一定)に発生するキズの個数を管理する」ならc管理図、「溶接ビード長が毎回異なる検査で単位長さあたりの欠陥数を管理する」ならu管理図です。詳しい計算手順はu管理図・c管理図の作り方と見方で確認できます。
具体例:3つの工程で管理図を選んでみる
フローを使って、実際の工程に当てはめてみましょう。
例題①:プレス加工品の穴径管理
工程: プレス加工ライン。1ロットから5個を抜き取り、穴径(mm)をノギスで測定。
データは「穴径(mm)」→ 計量値。サンプルサイズ n=5 → X-R管理図を使う。
例題②:めっきラインの不良率管理
工程: めっきライン。1日の生産数が80〜120個と変動する。外観検査で良品/不良品を判定。
データは「良品/不良品」→ 計数値(不良品)。サンプルサイズが変動 → p管理図を使う。
例題③:溶接部の外観検査
工程: 溶接ライン。1本あたり200mm(一定)の溶接ビードを全長検査し、ブローホールの個数を記録。
データは「ブローホールの個数」→ 計数値(欠陥数)。観察単位が一定 → c管理図を使う。
管理図を選んだら異常判定ルールも確認する
管理図を選んで管理限界線(UCL・LCL)を計算したら、次は異常の読み方を押さえておきましょう。限界線を外れた点だけでなく、限界線内でも「連続して上昇している」「片側に8点以上連続している」などのパターンから工程異常の予兆を読み取れます。
Western Electric Rulesと呼ばれる8つの判定基準は管理図の異常判定ルール|Western Electric Rulesの読み方で解説しています。管理図を運用し始めたら、あわせて確認しておくと工程の早期改善につながります。
まとめ
管理図の選び方は、次の2ステップで判断します。
- データの種類を確認する:計量値(連続データ)か計数値(整数データ)か
- サンプリング条件を確認する:サンプルサイズが一定か変化するか、1回あたり何個測定するか
| 管理図 | データ | 適用条件 |
|---|---|---|
| X-R管理図 | 計量値 | n = 2〜10 |
| np管理図 | 不良品数 | サンプルサイズ一定 |
| p管理図 | 不良率 | サンプルサイズが変化 |
| c管理図 | 欠陥数 | 観察単位が一定 |
| u管理図 | 単位あたり欠陥数 | 観察単位が変化 |
管理図で工程のばらつきが安定してきたら、次は工程能力指数(Cp・Cpk)で規格に対する余裕度を定量的に評価することをおすすめします。管理図で「安定」、工程能力指数で「余裕があるか」を確認するのが品質管理の基本的な流れです。

