「規格上限を外れる確率はどのくらいか」——この問いに、ばらつきの情報だけで答えられるのが正規分布の強みです。設備や材料が変わったとき、不良率がどう動くかを事前に見積もれます。
この記事では、正規分布の意味と確率密度関数を整理したうえで、ExcelのNORM.DIST関数を使った確率計算の手順を解説します。製造工程の引張強度データを例に、規格外れの確率を実際に計算します。
正規分布とは
正規分布(ガウス分布)は、平均 μ(ミュー)と標準偏差 σ(シグマ)の2つのパラメータだけで決まる確率分布です。釣り鐘のような左右対称の形をしており、自然界・工業の多くの測定値がこの分布に近似します。
正規分布が重要な理由は「確率の計算ができる」点にあります。平均と標準偏差が分かれば、「ある範囲にデータが入る確率」を理論的に求められます。
確率密度関数
正規分布の確率密度関数(PDF)は以下の式で表されます。\[ f(x) = \frac{1}{\sigma\sqrt{2\pi}} \exp\!\left(-\frac{(x-\mu)^2}{2\sigma^2}\right) \]
この式を直接計算する機会は実務ではほとんどありません。Excelの関数(NORM.DIST)や表(z表)を使えば、確率を数秒で求められます。式の意味だけ押さえておけば十分です。
68-95-99.7ルール
正規分布では、平均からの距離(σの倍数)によって含まれる確率が決まっています。
| 範囲 | 含まれる確率 | 範囲外の確率 |
|---|---|---|
| μ ± 1σ | 68.269% | 31.731% |
| μ ± 2σ | 95.450% | 4.550% |
| μ ± 3σ | 99.730% | 0.270% |
μ ± 3σ の範囲外に出るのは約0.27%——1000回に3回以下の頻度です。これが管理図の管理限界線(UCL・LCL)を「平均 ± 3σ」に設定する理由です。管理限界を超えた点は偶然とは考えにくい、つまり工程に異常があると判断します(詳細はX-R管理図の作り方と見方を参照)。
z値(標準化)
異なる平均・標準偏差をもつ正規分布を統一的に扱うために使うのがz値(標準得点)です。\[ z = \frac{x – \mu}{\sigma} \]
z値は「平均から何σ離れているか」を表します。z = 0 が平均、z = 2 なら平均から2σ上、z = −1 なら1σ下にいる位置です。
z値に変換したあとの分布を標準正規分布(μ = 0、σ = 1)と呼びます。ExcelのNORM.S.DIST関数が標準正規分布の確率を返します。
例題:引張強度の規格外れ率を計算する
ある工程で製造する部品の引張強度が、平均 μ = 500 MPa、標準偏差 σ = 5 MPa の正規分布に従うとします。
問1:強度が490 MPa未満になる確率
\[ z = \frac{490 – 500}{5} = -2.0 \] \[ P(X < 490) = \Phi(-2.0) = 0.02275 = 2.275\% \]
約2.3%の製品が490 MPa未満になります。100個製造したうち約2個が規格下限を割り込む計算です。
問2:強度が490〜510 MPaの範囲に入る確率
490と510はどちらも平均から2σ離れた位置です(z = ±2.0)。\[ P(490 \leq X \leq 510) = \Phi(2.0) – \Phi(-2.0) = 0.95450 = 95.450\% \]
これは先の68-95-99.7ルール(μ ± 2σ = 95.45%)の確認です。
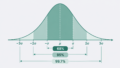
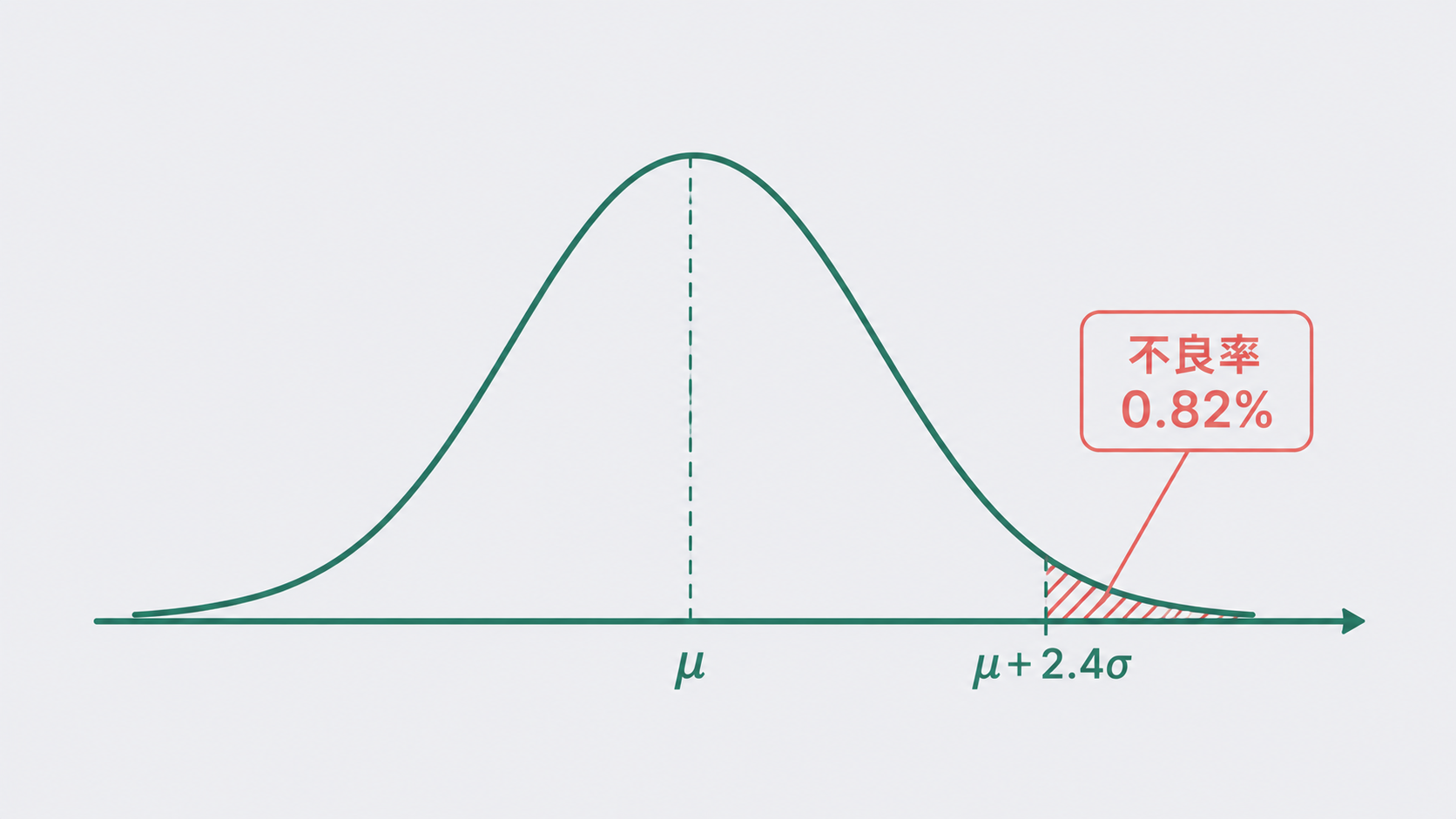
問3:規格上限 USL = 512 MPaを超える確率
\[ z = \frac{512 – 500}{5} = 2.4 \] \[ P(X > 512) = 1 – \Phi(2.4) = 1 – 0.99180 = 0.00820 = 0.82\% \]
512 MPaを超える製品は約0.82%——1000個に8個程度です。この計算が「工程能力で十分か」の判断に直結します(工程能力指数(Cp・Cpk))。
Excelで確率を計算する
Excelでは NORM.DIST 関数1つで正規分布の確率を求められます。
| 関数 | 意味 | 書式 |
|---|---|---|
NORM.DIST | 正規分布の累積確率 P(X ≤ x) | =NORM.DIST(x, 平均, 標準偏差, TRUE) |
NORM.S.DIST | 標準正規分布の累積確率 Φ(z) | =NORM.S.DIST(z, TRUE) |
NORM.INV | 確率から x 値を逆算 | =NORM.INV(確率, 平均, 標準偏差) |
NORM.S.INV | 確率から z 値を逆算 | =NORM.S.INV(確率) |
例題を Excel で計算する場合:
| 問 | Excel式 | 結果 |
|---|---|---|
| P(X < 490) | =NORM.DIST(490, 500, 5, TRUE) | 0.02275 |
| P(490≤X≤510) | =NORM.DIST(510,500,5,TRUE)-NORM.DIST(490,500,5,TRUE) | 0.95450 |
| P(X > 512) | =1-NORM.DIST(512, 500, 5, TRUE) | 0.00820 |
第4引数を TRUE にすると累積分布関数(CDF)の値が返ります。FALSE にすると確率密度関数(PDF)の値になります。実務では TRUE を使います。
正規分布かどうかを確認する方法
正規分布の計算式を使う前提として、データが正規分布に従っていることを確認する必要があります。
視覚的に確認するならヒストグラムが手軽です。分布が左右対称の釣り鐘型かどうかを目で見て判断します。より厳密に確認したい場合はシャピロウイルク検定で統計的に正規性を確認します。
正規性が怪しいデータに対してt検定・分散分析を使うと結果が信頼できなくなります。検定の前に正規性確認を習慣づけると安心です。
📚 合わせて読みたい書籍
マンガでわかる統計学(高橋 信)— 正規分布・標準偏差・相関をマンガで直感的に理解できます。統計が苦手な方の入口に。
まとめ
正規分布は平均 μ と標準偏差 σ だけで確率が計算できる分布です。
- μ ± 1σに約68%、μ ± 2σに約95%、μ ± 3σに約99.7%のデータが含まれる(68-95-99.7ルール)
- z値 = (x − μ) / σ で標準化すると、異なる工程・指標のばらつきを比較できる
- Excelでは
=NORM.DIST(x, μ, σ, TRUE)で累積確率を求める。超過確率は1 - NORM.DIST(...) - 使う前にデータが正規分布に従うことをヒストグラムやシャピロウイルク検定で確認する
平均と標準偏差の計算は標準偏差・分散の求め方、工程能力指数の計算はCp・Cpkの計算とExcelでの求め方も合わせてご覧ください。
統計量がどの分布に従うかを整理したχ²・t・F分布の使い分けもあわせて読むと、検定での分布選びがつかめます。