実験で調べたい因子のうち、「水準を2つにしたい因子」と「水準を3つにしたい因子」が混在することがあります。 たとえば原材料のサプライヤーを2社で比較しながら、温度・時間・圧力はそれぞれ3段階で検討したい、というケースです。 こうした場面で使うのが混合水準直交表、代表的なものが L18 直交表です。 この記事では L18 の仕組みと、Excelで主効果を計算する手順を示します。
混合水準計画とは:L8・L9との違い
これまでの記事で扱った L8 は2水準専用(各因子を「低・高」の2段階で評価)、 L9 は3水準専用(各因子を「低・中・高」の3段階で評価)の直交表でした。 L18 はその両方を1つの表に組み込んだ混合水準直交表で、次の構成になっています。
| 直交表 | 実験数 | 列構成 | 用途 |
|---|---|---|---|
| L8 | 8回 | 2水準 × 7列 | 2水準因子のみ |
| L9 | 9回 | 3水準 × 4列 | 3水準因子のみ |
| L18 | 18回 | 2水準 × 1列 + 3水準 × 7列 | 2水準因子と3水準因子の混合 |
| L27 | 27回 | 3水準 × 13列 | 3水準因子のみ(多因子) |
L18 で評価できる因子は最大8個(2水準が1列、3水準が7列)。 全組み合わせの完全実施なら 2 × 3⁷ = 4,374 通りになるところを、わずか18回に圧縮できます。
L18 直交表の構造
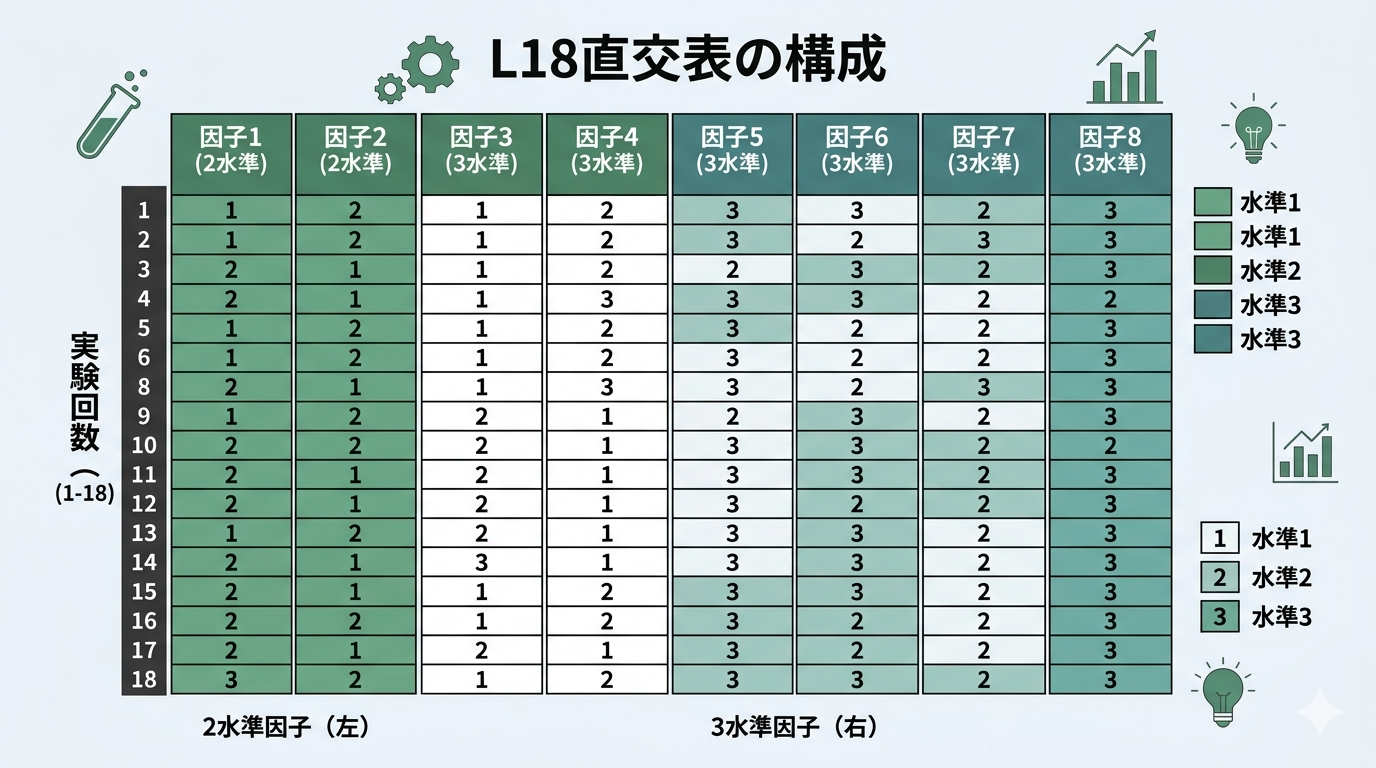
L18 の列割り付けの標準形は以下のとおりです。1列目が2水準(1・2)、2〜8列目が3水準(1・2・3)です。
| 実験 No. | 列1(2水準) | 列2 | 列3 | 列4 | 列5 | 列6 | 列7 | 列8 |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 |
| 3 | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 |
| 4 | 1 | 2 | 1 | 1 | 2 | 2 | 3 | 3 |
| 5 | 1 | 2 | 2 | 2 | 3 | 3 | 1 | 1 |
| 6 | 1 | 2 | 3 | 3 | 1 | 1 | 2 | 2 |
| 7 | 1 | 3 | 1 | 2 | 1 | 3 | 2 | 3 |
| 8 | 1 | 3 | 2 | 3 | 2 | 1 | 3 | 1 |
| 9 | 1 | 3 | 3 | 1 | 3 | 2 | 1 | 2 |
| 10 | 2 | 1 | 1 | 3 | 3 | 2 | 2 | 1 |
| 11 | 2 | 1 | 2 | 1 | 1 | 3 | 3 | 2 |
| 12 | 2 | 1 | 3 | 2 | 2 | 1 | 1 | 3 |
| 13 | 2 | 2 | 1 | 2 | 3 | 1 | 3 | 2 |
| 14 | 2 | 2 | 2 | 3 | 1 | 2 | 1 | 3 |
| 15 | 2 | 2 | 3 | 1 | 2 | 3 | 2 | 1 |
| 16 | 2 | 3 | 1 | 3 | 2 | 3 | 1 | 2 |
| 17 | 2 | 3 | 2 | 1 | 3 | 1 | 2 | 3 |
| 18 | 2 | 3 | 3 | 2 | 1 | 2 | 3 | 1 |
各列について任意の2行を選ぶと、水準の組み合わせが均等に現れる(直交性)のが直交表の特徴です。 この構造のおかげで、18回の実験で各因子の主効果を独立に推定できます。
例題:塗装工程の密着強度を改善する
自動車部品の塗装工程で、密着強度(N/mm²)に影響する因子を調べます。 材料のサプライヤーは2社から選ぶので2水準、他の4因子は3水準で評価します。
| 割り付け列 | 因子 | 水準1 | 水準2 | 水準3 |
|---|---|---|---|---|
| 列1(2水準) | A:材料サプライヤー | 社X | 社Y | — |
| 列2 | B:焼付温度(℃) | 140 | 160 | 180 |
| 列3 | C:焼付時間(分) | 20 | 30 | 40 |
| 列4 | D:前処理方法 | 脱脂A | 脱脂B | 脱脂C |
| 列5 | E:塗布厚さ(μm) | 20 | 30 | 40 |
| 列6〜8 | (空列・誤差推定用) | — | — | — |
5因子を調べるのに18回の実験で済みます。全組み合わせ(2×3⁴ = 162通り)の約11%です。 残り3列(列6〜8)は因子を割り付けず、誤差の推定に使います。
実験結果データ
| No. | A(サプライヤー) | B(温度) | C(時間) | D(前処理) | E(塗布厚) | 密着強度 y |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 8.2 |
| 2 | 1 | 1 | 2 | 2 | 2 | 9.4 |
| 3 | 1 | 1 | 3 | 3 | 3 | 10.1 |
| 4 | 1 | 2 | 1 | 1 | 2 | 9.8 |
| 5 | 1 | 2 | 2 | 2 | 3 | 10.5 |
| 6 | 1 | 2 | 3 | 3 | 1 | 11.2 |
| 7 | 1 | 3 | 1 | 2 | 1 | 10.8 |
| 8 | 1 | 3 | 2 | 3 | 2 | 11.5 |
| 9 | 1 | 3 | 3 | 1 | 3 | 12.1 |
| 10 | 2 | 1 | 1 | 3 | 3 | 8.8 |
| 11 | 2 | 1 | 2 | 1 | 1 | 9.1 |
| 12 | 2 | 1 | 3 | 2 | 2 | 9.7 |
| 13 | 2 | 2 | 1 | 2 | 3 | 10.2 |
| 14 | 2 | 2 | 2 | 3 | 1 | 10.6 |
| 15 | 2 | 2 | 3 | 1 | 2 | 11.3 |
| 16 | 2 | 3 | 1 | 3 | 2 | 11.0 |
| 17 | 2 | 3 | 2 | 1 | 3 | 11.8 |
| 18 | 2 | 3 | 3 | 2 | 1 | 12.4 |
Excelで主効果を計算する
2水準因子(A:サプライヤー)の主効果
2水準因子はこれまでの L8 と同じ方法です。水準1の平均と水準2の平均の差を求めます。\[ \text{主効果}_A = \bar{y}(A=2) – \bar{y}(A=1) \]
Excelの数式:=AVERAGEIF(A列の範囲, 2, y列の範囲) - AVERAGEIF(A列の範囲, 1, y列の範囲)
水準1(社X)の9実験(No.1〜9)の平均:(8.2+9.4+10.1+9.8+10.5+11.2+10.8+11.5+12.1)÷9 = 10.40
水準2(社Y)の9実験(No.10〜18)の平均:(8.8+9.1+9.7+10.2+10.6+11.3+11.0+11.8+12.4)÷9 = 10.54
主効果A = 10.54 − 10.40 = +0.14 N/mm²
3水準因子の主効果:水準ごとの平均を比較する
3水準因子は「水準1・2・3それぞれの平均値」を並べて比較します。 差が大きいほど影響力が強い因子です。
ExcelのAVERAGEIF式で各水準の平均を計算します(因子Bの例):
=AVERAGEIF(B列の範囲, 1, y列の範囲)→ 温度140℃の平均=AVERAGEIF(B列の範囲, 2, y列の範囲)→ 温度160℃の平均=AVERAGEIF(B列の範囲, 3, y列の範囲)→ 温度180℃の平均
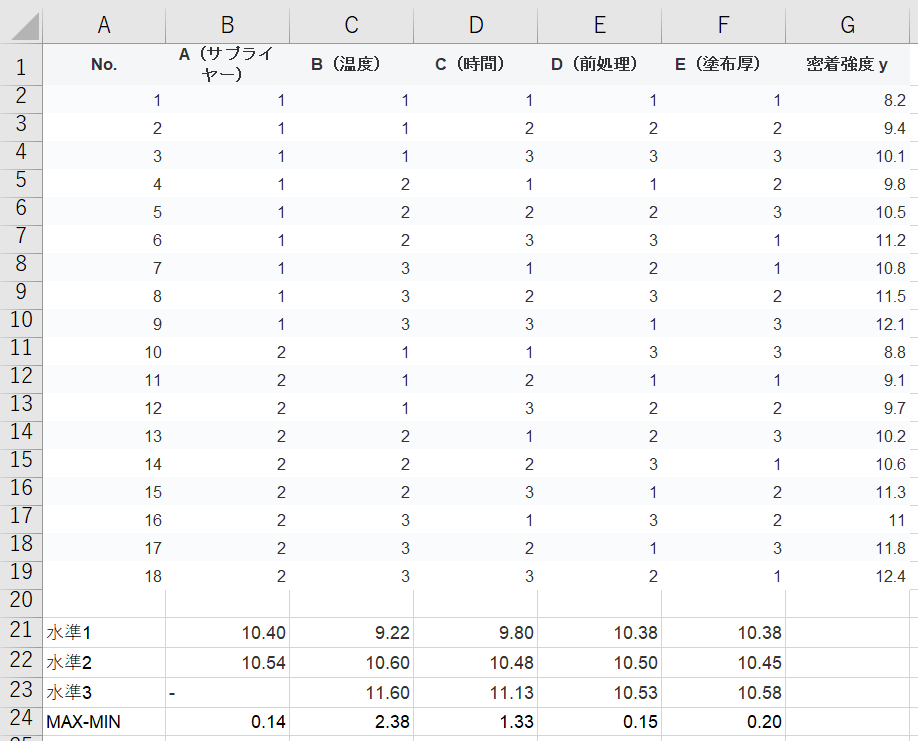
全因子の水準別平均と主効果一覧
| 因子 | 水準1の平均 | 水準2の平均 | 水準3の平均 | 最大−最小(効果の幅) |
|---|---|---|---|---|
| A:サプライヤー | 10.40 | 10.54 | — | 0.14 |
| B:焼付温度 | 9.22 | 10.60 | 11.60 | 2.38 |
| C:焼付時間 | 9.80 | 10.48 | 11.13 | 1.33 |
| D:前処理 | 10.38 | 10.50 | 10.53 | 0.15 |
| E:塗布厚さ | 10.38 | 10.45 | 10.56 | 0.20 |
効果の幅(最大水準の平均 − 最小水準の平均)が大きい順に並べると、
B(焼付温度:2.38)> C(焼付時間:1.33)> E(塗布厚さ:0.20)>D(前処理:0.15)> A(サプライヤー:0.14)
焼付温度が圧倒的に影響が大きく、水準3(180℃)で密着強度が最も高くなっています。 前処理方法(D)とサプライヤー(A)はほとんど影響がないと判断できます。
主効果プロット(効果グラフ)の作り方
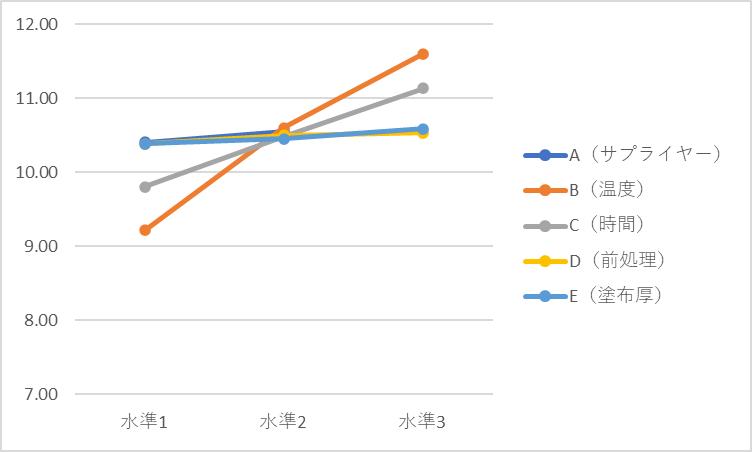
水準別平均値の表をExcelで折れ線グラフにすると、各因子の影響の大きさと方向が一目でわかります。
- 水準別平均の表(3行×5列程度)を作成
- 表を選択して「挿入」→「折れ線グラフ」
- X軸を水準(1・2・3)、各因子を1系列として重ねて表示
- 傾きが急な系列ほど影響が大きい因子
分散分析で重要因子を統計的に判断する
主効果の幅だけでは「偶然の誤差でその差が生じた可能性」が残ります。 空列(列6〜8)を誤差の推定に使って分散分析を実施し、各因子の効果が有意かどうかを確認します。
3水準因子の変動(SS)は次の式で計算できます。\[ SS_B = \frac{n}{3} \left[ (\bar{y}_{B1} – \bar{\bar{y}})^2 + (\bar{y}_{B2} – \bar{\bar{y}})^2 + (\bar{y}_{B3} – \bar{\bar{y}})^2 \right] \times 3 \]
ここで \(\bar{\bar{y}}\) は全体平均(= 10.47)、\(n = 18\)(実験数)、各水準の繰り返し数は6です。 自由度は(水準数 − 1)= 2 です。
| 要因 | 変動 SS | 自由度 df | 分散 MS | F値 | 判定 |
|---|---|---|---|---|---|
| A(2水準) | 0.09 | 1 | 0.090 | 1.3 | 有意でない |
| B(3水準) | 22.07 | 2 | 11.035 | 162.3 | 有意 ✔ |
| C(3水準) | 5.32 | 2 | 2.660 | 39.1 | 有意 ✔ |
| D(3水準) | 0.02 | 2 | 0.010 | 0.1 | 有意でない |
| E(3水準) | 2.29 | 2 | 1.145 | 16.8 | 有意 ✔ |
| 誤差(空列より) | 0.41 | 6 | 0.068 | — | — |
| 合計 | 30.20 | 17 | — | — | — |
F分布表より自由度(2, 6)の5%点は F = 5.14、自由度(1, 6)の5%点は F = 5.99 です。 B(焼付温度)・C(焼付時間)・E(塗布厚さ)が有意、A(サプライヤー)・D(前処理)は有意でない結果です。
最適条件の決定と推定
有意な因子について、密着強度が最大になる水準を選びます。
- B:焼付温度 → 水準3(180℃)が最大(11.60)
- C:焼付時間 → 水準3(40分)が最大(11.13)
- E:塗布厚さ → 水準3(40μm)が最大(10.53)
最適条件での予測値は次の式で計算します。\[ \hat{y}_{\text{opt}} = \bar{\bar{y}} + (\bar{y}_{B3} – \bar{\bar{y}}) + (\bar{y}_{C3} – \bar{\bar{y}}) + (\bar{y}_{E3} – \bar{\bar{y}}) \] \[ = 10.47 + (11.60 – 10.47) + (11.13 – 10.47) + (10.53 – 10.47) = 10.47 + 1.13 + 0.66 + 0.06 = \mathbf{12.32} \]
最適条件での予測密着強度は 12.32 N/mm² です。 実際にこの条件で確認実験を行い、予測値と一致するかを検証します。
L18 を使うときの注意点
- 2水準の列は1列のみ:L18 で2水準として使える列は列1だけ。2水準因子が2つ以上ある場合は、L18 ではなく別の直交表(L36 など)を検討する
- 交互作用の評価は原則しない:L18 は主効果の推定に特化した計画で、交互作用を正確に評価するには別途計画が必要
- 確認実験は必ず実施:直交表実験で求めた最適条件は、あくまで推定値。予測値と実測値のずれが大きい場合は、交互作用の影響を疑う
- 空列は誤差として使う:因子を割り付けない列は分析時に誤差項として活用できるため、あえて空けておくことが多い
まとめ
- L18 直交表は2水準因子と3水準因子が混在する場合に使う混合水準直交表で、最大8因子を18回の実験で評価できる
- 2水準因子の主効果は水準平均の差、3水準因子の主効果は水準別平均を比べて「効果の幅」で判断する
- Excel では AVERAGEIF 関数で水準別平均を計算し、空列の変動を誤差として分散分析を実施する
- 有意な因子の最適水準を選んで予測値を計算し、確認実験で検証するまでが一連の流れ
直交表への因子割り付けの基礎は2水準直交表(交互作用なし)の記事を参照してください。 2^(k-p)計画との使い分けについては一部実施要因配置実験(2^k-p計画)の設計と解析もあわせて読むと整理しやすくなります。 分散分析の計算手順の詳細はExcelで分散分析を参照してください。