
Cp・Cpkを計算したら、「測定値のばらつきが工程のばらつきなのか、測定器や作業者によるばらつきなのか」を確かめる必要があります。これを確認するのがゲージR&R(Gauge Repeatability and Reproducibility)です。測定システムの信頼性を数値で評価する手法で、品質管理の現場では工程能力分析の前工程として欠かせません。
この記事では、Excelで計算できるRange法によるゲージR&Rの手順を、製造業の例題を使って解説します。%GRRの意味と判定基準まで一通り確認できます。
ゲージR&Rとは何か
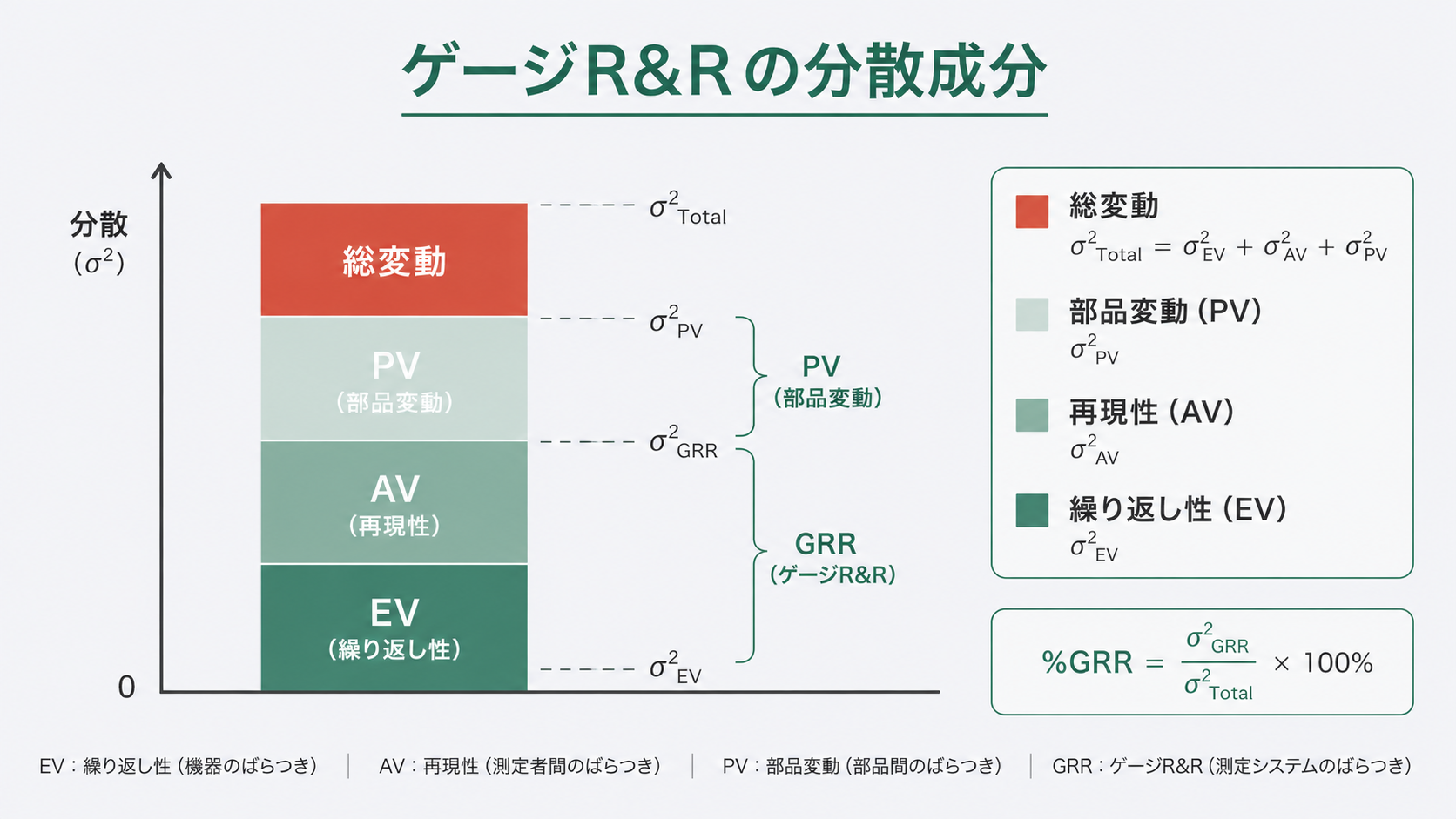
測定値のばらつきには2つの原因があります。ひとつは「工程そのもののばらつき(部品間の差)」、もうひとつは「測定システムのばらつき」です。
測定システムのばらつきはさらに2種類に分解されます。
- 繰り返し性(Repeatability / EV):同じ作業者が同じ部品を複数回測定したときのばらつき。測定器自体の精度に相当する。
- 再現性(Reproducibility / AV):異なる作業者が同じ部品を測定したときの作業者間のばらつき。測定者の技量差に相当する。
この2つを合わせたものがGRR(ゲージR&R)で、測定システム全体のばらつきを示します。\[ GRR = \sqrt{EV^2 + AV^2} \]
そして%GRRは、GRRが全体のばらつき(総変動 TV)に占める割合です。\[ \%GRR = \frac{GRR}{TV} \times 100 \]
%GRRが小さいほど、測定値のほとんどが工程のばらつきを反映しており、測定システムとして信頼できます。
測定データの収集方法
標準的なゲージR&R研究の設計は次のとおりです。
- 作業者(Operator):2〜3名
- 部品(Part):5〜10点(工程のばらつきを代表するように選ぶ)
- 繰り返し(Replication):各作業者・各部品につき2〜3回
部品の測定順はランダムに並び替え、作業者同士は他者の測定値を見ない状態で実施します。この手続きが守られていないと、測定者が前回の値を意識して「揃えようとする」バイアスが生じます。
例題:シャフト外径の測定システム評価
2名の作業者(A・B)が、5つの部品を2回ずつ測定したデータを使います。測定対象は外径 50mm のシャフトで、デジタルマイクロメータで測定しています。
| 部品 | 作業者A 1回目 | 作業者A 2回目 | 作業者B 1回目 | 作業者B 2回目 |
|---|---|---|---|---|
| 1 | 50.10 | 50.08 | 50.13 | 50.11 |
| 2 | 49.85 | 49.83 | 49.88 | 49.86 |
| 3 | 50.32 | 50.30 | 50.35 | 50.33 |
| 4 | 50.05 | 50.03 | 50.08 | 50.06 |
| 5 | 49.78 | 49.76 | 49.81 | 49.79 |
Range法による計算手順
ステップ1:繰り返し性(EV)を求める
各作業者・各部品の測定値2点の範囲(最大値−最小値)を計算し、その平均値 R̄ を求めます。
| 部品 | 作業者A 範囲 | 作業者B 範囲 |
|---|---|---|
| 1 | 0.02 | 0.02 |
| 2 | 0.02 | 0.02 |
| 3 | 0.02 | 0.02 |
| 4 | 0.02 | 0.02 |
| 5 | 0.02 | 0.02 |
| 平均 | R̄A = 0.02 | R̄B = 0.02 |
全作業者の R̄ を平均した総平均範囲:\[ \bar{R} = \frac{\bar{R}_A + \bar{R}_B}{2} = \frac{0.02 + 0.02}{2} = 0.020 \text{ mm} \]
繰り返し性(EV)は、管理図の係数 \(d_2\) を使って求めます。繰り返し回数 r=2 のとき \(d_2 = 1.128\) です。\[ EV = \frac{\bar{R}}{d_2} = \frac{0.020}{1.128} = 0.018 \text{ mm} \]
ステップ2:再現性(AV)を求める
各作業者の全測定値の平均を求め、作業者間の差 \(\bar{x}_{diff}\) を計算します。\[ \bar{x}_A = \frac{50.09 + 49.84 + 50.31 + 50.04 + 49.77}{5} = 50.010 \text{ mm} \] \[ \bar{x}_B = \frac{50.12 + 49.87 + 50.34 + 50.07 + 49.80}{5} = 50.040 \text{ mm} \] \[ \bar{x}_{diff} = |50.010 – 50.040| = 0.030 \text{ mm} \]
再現性(AV)は次の式で計算します。k=2 作業者の場合、\(d_2^* = 1.128\) を使います。\[ AV = \sqrt{\left(\frac{\bar{x}_{diff}}{d_2^*}\right)^2 – \frac{EV^2}{n \cdot r}} \] \[ AV = \sqrt{\left(\frac{0.030}{1.128}\right)^2 – \frac{0.018^2}{5 \times 2}} = \sqrt{0.000706 – 0.000031} = 0.026 \text{ mm} \]
ステップ3:GRR を求める
\[ GRR = \sqrt{EV^2 + AV^2} = \sqrt{0.018^2 + 0.026^2} = \sqrt{0.000990} = 0.031 \text{ mm} \]
ステップ4:部品変動(PV)と総変動(TV)を求める
各部品の4測定値の平均を計算します。
| 部品 | 部品平均(mm) |
|---|---|
| 1 | 50.105 |
| 2 | 49.855 |
| 3 | 50.325 |
| 4 | 50.055 |
| 5 | 49.785 |
部品平均の範囲 \(R_p = 50.325 – 49.785 = 0.540\) mm。p=5 部品のとき \(d_2 = 2.326\) です。\[ PV = \frac{R_p}{d_2} = \frac{0.540}{2.326} = 0.232 \text{ mm} \] \[ TV = \sqrt{GRR^2 + PV^2} = \sqrt{0.031^2 + 0.232^2} = 0.234 \text{ mm} \]
ステップ5:%GRR を計算して判定する
\[ \%GRR = \frac{GRR}{TV} \times 100 = \frac{0.031}{0.234} \times 100 = 13.4\% \]
内訳も確認しておきます。
| 変動源 | 値(mm) | %Study Variation |
|---|---|---|
| 繰り返し性(EV) | 0.018 | 7.6% |
| 再現性(AV) | 0.026 | 11.1% |
| ゲージR&R(GRR) | 0.031 | 13.4% |
| 部品変動(PV) | 0.232 | 99.1% |
| 総変動(TV) | 0.234 | 100% |
%GRRの判定基準
一般的な目安はAIAG(自動車産業行動グループ)の基準が広く使われています。
| %GRR | 判定 | 対応 |
|---|---|---|
| 10%未満 | ✅ 良好 | 測定システムとして問題なし |
| 10〜30% | ⚠️ 条件付き許容 | 用途・コストを考慮して判断。重要特性には改善を推奨 |
| 30%超 | ❌ 不可 | 測定システムに問題あり。測定器・作業手順・教育を見直す |
この例では%GRR = 13.4%で「条件付き許容」の範囲です。内訳を見ると再現性(AV = 11.1%)が繰り返し性(EV = 7.6%)より大きく、作業者間で測定手順が統一されていない可能性があります。まず測定手順の標準化から着手するのが現実的です。
Excelでの計算手順
- 各作業者・各部品の範囲を計算:
=MAX(測定値1,測定値2)-MIN(測定値1,測定値2) - 作業者ごとの範囲平均(R̄A, R̄B):
=AVERAGE(範囲列) - 総平均範囲:
=(R̄A + R̄B)/2 - EV:
=R̄/1.128(r=2の場合) - 各作業者の全測定値平均:
=AVERAGE(全測定値) - 作業者間差:
=ABS(x̄A - x̄B) - AV:
=SQRT(MAX(0, (差/1.128)^2 - EV^2/(部品数×繰り返し数))) - GRR:
=SQRT(EV^2 + AV^2) - 部品平均のMAX-MIN = Rp → PV:
=Rp/2.326(p=5の場合) - TV:
=SQRT(GRR^2 + PV^2) - %GRR:
=GRR/TV*100
d₂係数の参照表
EV・PVの計算に使う \(d_2\) は繰り返し数・部品数によって異なります。よく使う値を掲載します。
| サブグループサイズ(n) | d₂ |
|---|---|
| 2 | 1.128 |
| 3 | 1.693 |
| 4 | 2.059 |
| 5 | 2.326 |
| 6 | 2.534 |
| 7 | 2.704 |
%GRRが大きいときの改善策
%GRRが30%を超えた場合、原因を特定してから対策します。
EVが大きい(繰り返し性の問題)場合は、測定器の精度・校正状態・測定条件(固定方法・温度など)を見直します。AVが大きい(再現性の問題)場合は、測定手順書の整備と作業者のトレーニングが優先です。部品の固定方法や測定箇所のばらつきが原因のこともあります。
%GRRを下げることはCp・Cpkの精度向上に直結します。Cp/Cpkの改善を進める前に、測定システムの信頼性確認を先に済ませておくのが順序です。
まとめ
- ゲージR&Rは測定システムのばらつきを「繰り返し性(EV)」と「再現性(AV)」に分解して評価する手法
- %GRR = GRR/TV × 100 で算出し、10%未満が良好・30%超は要改善
- Range法なら専用ソフトなしにExcelで計算できる
- 内訳(EV vs AV)を見ると、測定器の問題か作業者の問題かを切り分けられる
- Cp・Cpk分析の前に実施すると、工程評価の信頼性が上がる
測定システムに問題があると、工程が安定していても「不良が多い」と誤判定したり、逆に工程のばらつきを見逃したりします。Cp・Cpkの数値だけを見て安心せず、ゲージR&Rで測定の土台を確認しておく習慣をつけると、データ分析の精度が一段上がります。
工程能力指数の計算手順は工程能力指数(Cp・Cpk)の計算とExcelでの求め方を、Cp・Cpkが基準を下回った場合の改善手順はCp・Cpk改善の手順|ばらつき削減と中心値調整の進め方を参照してください。測定値の正規性確認はExcelで正規性を確認する方法でも解説しています。
測定値そのものに含まれる誤差と、結果を何桁で表すかの有効数字の扱いは測定誤差と有効数字|データの信頼性を確保する基礎で解説しています。

