管理図を運用していると、「管理限界線は外れていないけれど、なんとなくおかしい」と感じる場面があります。点が片側に偏っていたり、じわじわ上がり続けていたり。こういった傾向を見逃すと、あとで大きな不良につながります。
この記事では、管理図の異常をルールに基づいて判定する方法を説明します。Western Electric Rules(WE rules)と呼ばれる8つのパターンが実務では広く使われています。それぞれのパターンが何を意味するかも合わせて解説します。
管理図の基本的な見方(おさらい)
異常判定ルールを理解する前に、管理図の構造を確認しておきます。
X管理図には3本の横線があります。中心線(CL)が工程の平均値、上方管理限界(UCL)と下方管理限界(LCL)が平均±3σの位置です。\[ UCL = \bar{\bar{x}} + A_2\bar{R}, \quad LCL = \bar{\bar{x}} – A_2\bar{R} \]
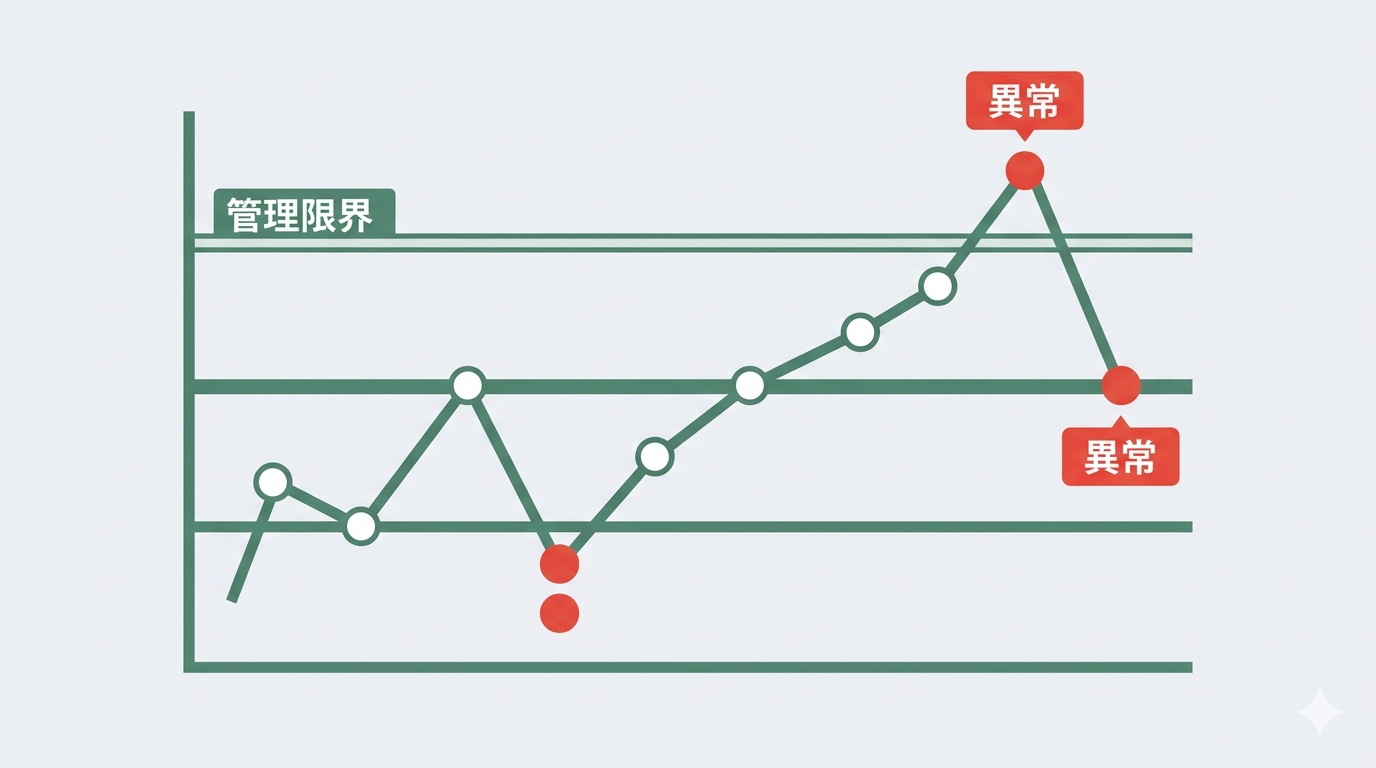
管理限界の外側に点が出たら明らかな異常ですが、点が常に管理限界内に収まっていても「工程が安定している」とは言い切れません。点の並び方に偏りや傾向があれば、何かが変化し始めているサインです。
管理図の作り方と基本的な見方は管理図(X-R管理図)の作り方と見方で説明しています。本記事はその続きとして読んでください。
Western Electric Rules(WE rules)とは
Western Electric Rules は、AT&Tのベル研究所が1950年代に開発した管理図の異常判定基準です。管理限界線だけでは検出できない工程の変化を、点の並び方のパターンで見つけるためのルールです。
現在は ISO 7870-2 でも参照されており、品質管理の現場で広く採用されています。
判定のために、管理図をゾーンA・B・Cに分割します。
| ゾーン | 範囲 | CLからの距離 |
|---|---|---|
| ゾーンC | CL ± 1σ の内側 | 1σ以内 |
| ゾーンB | ± 1σ〜± 2σ の間 | 1σ〜2σ |
| ゾーンA | ± 2σ〜± 3σ の間 | 2σ〜3σ |
| 管理限界外 | ± 3σ より外側 | 3σ超 |
8つの異常判定ルール
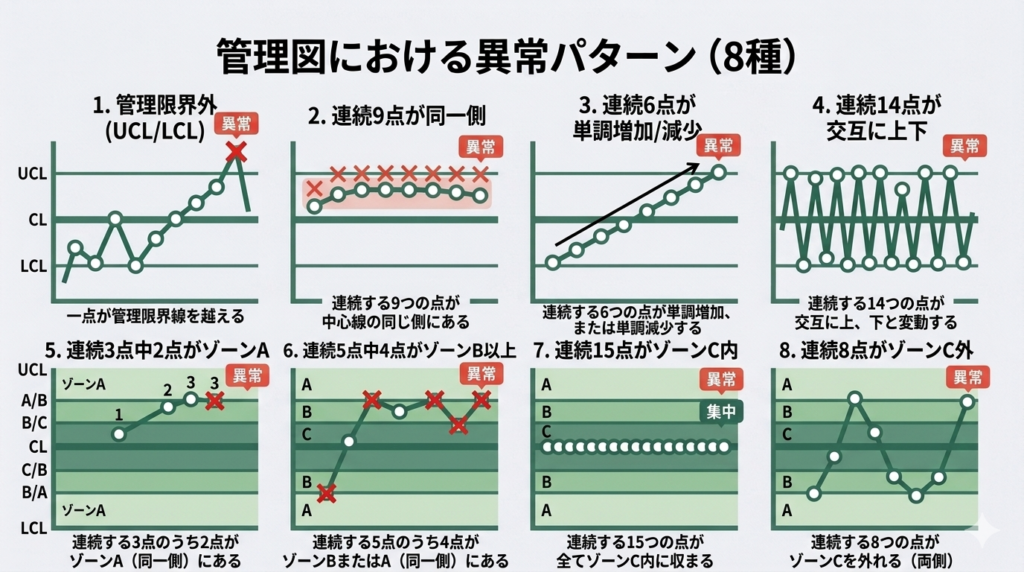
ルール1:管理限界外(最も基本)
判定条件:1点がゾーンA(UCLまたはLCL)の外に出る
最もわかりやすい異常です。工程に突発的な変化が起きたことを示します。測定ミス、設備の急激な変化、異常な材料ロットなどが原因として考えられます。発生した瞬間に原因調査を開始するのが原則です。
ルール2:連続9点が中心線の同一側
判定条件:連続する9点がすべてCLより上側またはすべて下側にある
工程の平均値が中心線からずれてきているサインです。工具の摩耗、材料の変化、作業方法の変更などが徐々に影響を与え始めているときに現れます。管理限界は外れていないので見落としやすいですが、このパターンが出たら調査が必要です。
ルール3:連続6点が単調増加または単調減少
判定条件:連続する6点が一方向に増え続けるまたは減り続ける
工具の摩耗や設備の劣化など、工程に「ドリフト(緩やかな変化)」が起きているときに現れます。傾向が続くと管理限界を超えますが、このルールで早期に検知できます。
ルール4:連続14点が交互に上下
判定条件:連続する14点が交互に上下する(ジグザグパターン)
2台の設備を交互に使っている、2人の作業者が交互に担当しているなど、何らかの「2つの集団」が混在しているときに現れます。個々には問題なくても、サブグループ化の方法が工程変動を隠している可能性があります。
ルール5:連続3点中2点がゾーンAにある(同一側)
判定条件:連続する3点のうち2点以上が、UCL側またはLCL側のゾーンA(± 2σ〜± 3σ)にある
工程の平均値が大きくずれ始めているか、ばらつきが増大しているサインです。ルール1の手前で検知する「早期警戒」の役割を果たします。
ルール6:連続5点中4点がゾーンBまたはAにある(同一側)
判定条件:連続する5点のうち4点以上が、UCL側またはLCL側のゾーンB以上(± 1σより外側)にある
ルール5よりも緩やかですが、工程の平均値が片側にシフトしつつあることを示します。材料のロット変更や設定値の微妙なずれが原因として多いです。
ルール7:連続15点がゾーンC内に収まる
判定条件:連続する15点がすべてゾーンC(± 1σ内側)に収まる
一見「安定している」ように見えますが、本来ランダムに分布するはずの点が中心付近に集中しすぎているのは不自然です。測定値を丸めている、複数の工程を混ぜてデータを取っている(層別できていない)、あるいは意図的にデータを操作しているといった可能性があります。
ルール8:連続8点がゾーンCを外れる(両側)
判定条件:連続する8点がすべてゾーンC(± 1σ内側)の外にある(上下どちらの側でもよい)
中心付近にほとんど点が来ない状態です。異なる平均値を持つ2つの工程が混在していることが多く、層別が必要なサインです。たとえば昼勤と夜勤でデータをまとめてしまっているケースがこれに当たります。
ルール一覧表(実務での確認用)
| ルール | 判定条件 | 想定される原因 |
|---|---|---|
| 1 | 1点が管理限界外 | 突発異常・測定ミス |
| 2 | 連続9点が同一側 | 工程平均のシフト |
| 3 | 連続6点が単調変化 | 工具摩耗・設備劣化(ドリフト) |
| 4 | 連続14点が交互上下 | 2系統の混在(設備・作業者) |
| 5 | 3点中2点がゾーンA(同一側) | 平均シフトの始まり |
| 6 | 5点中4点がゾーンB以上(同一側) | 工程平均の緩やかなシフト |
| 7 | 連続15点がゾーンC内 | データ操作・層別不足 |
| 8 | 連続8点がゾーンC外(両側) | 2工程の混在・層別が必要 |
実務での使い方:全ルールを同時に適用するか
8つのルールをすべて同時に適用すると、正常な工程でも誤警報(フォルスアラーム)が出やすくなります。理論上、正常な工程でランダムに8ルール全部を適用したとき、少なくとも1つのルールを誤検知する確率は約9割を超えます。
実務では、以下の優先順位で運用するのが現実的です。
- 必ず適用:ルール1(管理限界外)・ルール2(連続9点同一側)・ルール3(連続6点単調変化)
- 工程に応じて追加:ルール4〜8(過去の不良パターンに合わせて選択)
「この工程では以前に工具摩耗が問題になった」という経験があればルール3を重視する、「昼夜の作業者が異なる」ならルール4・8も見るといった形で、工程の性質に合わせて使うルールを絞るのが実践的です。
Excelで判定を自動化する
手作業でルールを確認するのは時間がかかります。ExcelのIF関数と条件付き書式を組み合わせると、異常パターンを自動検出できます。
たとえばルール2(連続9点が同一側)のチェックはこのように書けます。D列にX管理図の打点値、F列にCLの値が入っているとします。
E列に「CLより上か」の判定を入れます(TRUE/FALSE):
=D2>$F$2G列に「直近9点がすべてTRUE(またはFALSE)か」を判定します(10行目以降に設定):
=OR(COUNTIF(E2:E10,TRUE)=9, COUNTIF(E2:E10,FALSE)=9)G列がTRUEになった行を条件付き書式で赤くすれば、視覚的に警告が出ます。
完全な自動化には工数がかかりますが、ルール1(管理限界外)とルール2・3だけでも自動化しておくと、日常管理の負荷がかなり下がります。
まとめ
- 管理図の異常は「管理限界外れ」だけでなく、点の並び方のパターンでも検知できる
- Western Electric Rules の8ルールを使って、早期に工程の変化を検出する
- 実務では全ルールを同時適用せず、工程の特性に合わせて優先順位をつける
- ルール1・2・3は基本として必ず確認する
- ExcelのIF関数と条件付き書式でルールの自動判定も可能
管理図を運用していても「管理限界を超えていないからOK」と判断して終わりにしてしまうと、工程変化のサインを見逃します。点の並び方を定期的に確認するだけで、不良の予兆を数日早く掴めることがあります。まずルール1〜3から確認する習慣を作ってみてください。
X-R管理図の作り方と管理限界の計算方法は管理図(X-R管理図)の作り方と見方を、管理図と合わせて使う工程能力指数については工程能力指数(Cp・Cpk)の計算とExcelでの求め方とCp・Cpk改善の手順を参照してください。
Western Electric Rulesはp管理図・np管理図(計数値管理図)にも同様に適用できます。計数値管理図の作り方はp管理図・np管理図の作り方と見方を参照してください。
管理図で異常を検出して処置する活動は、日々の業務を安定させる日常管理の中核です。管理項目・点検項目の考え方とあわせて確認しておきましょう。
±3σの管理限界とあわて者の誤り(0.27%)の関係は、3シグマとはで解説しています。
異常判定ルールはX̄-R管理図だけでなく、群サイズが大きいときに使うX̄-s管理図にも同じように適用できます。
異常を検出した後の処置(原因調査から管理線の再計算まで)は管理限界を超えたときの対応手順にまとめています。