
製造ラインで「この工程、本当に規格内に収まってるか?」と確認を求められた経験はないでしょうか。測定値が規格外になっていないことは確認できても、どのくらい余裕があるのかは、数値で示さないと説明しにくいものです。
そのときに使うのが工程能力指数です。Cp・Cpkという2つの指標を使えば、工程のばらつきが規格に対してどのくらい余裕があるかを定量的に評価できます。
この記事では、Cp・Cpkの計算式と意味の違い、Excelで計算する具体的な手順、判定基準の読み方をまとめます。例題として、シャフト外径の寸法データ(n=25)を使って一連の計算を追います。
工程能力指数とは
工程能力指数は、「規格幅に対して工程のばらつきがどれくらい小さいか」を表す指標です。値が大きいほど、規格に対して余裕がある(=不良が出にくい)ことを意味します。
Cp と Cpk の 2 種類があり、それぞれ役割が異なります。
| 指標 | 見ていること | 特徴 |
|---|---|---|
| Cp | 規格幅 ÷ ばらつき幅 | 分布の中心が規格中央からずれていても影響しない |
| Cpk | 規格上限・下限それぞれへの余裕度の小さい方 | 分布の中心ずれを考慮する。実際の工程評価ではこちらが重要 |
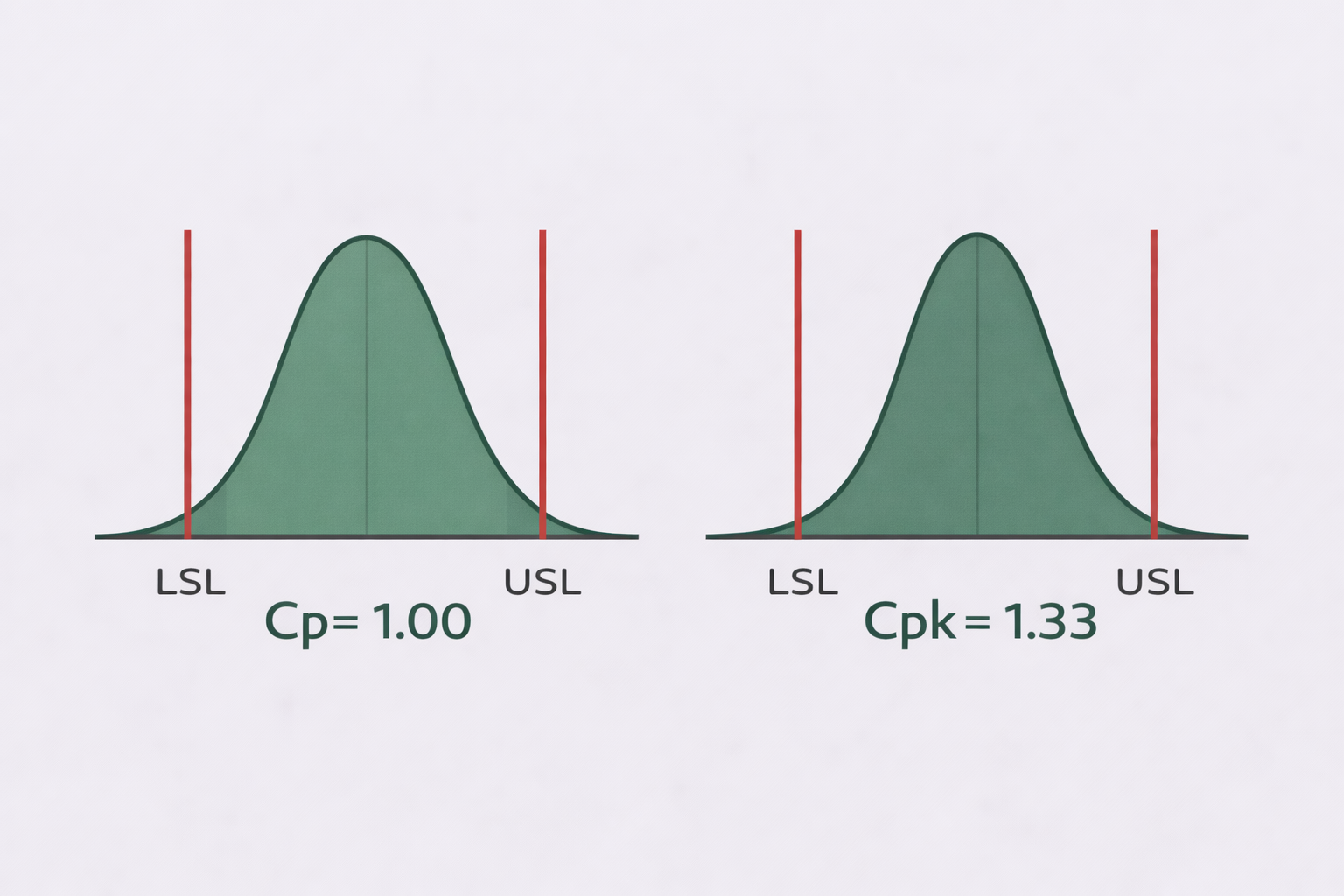
たとえば分布全体が規格中央からずれていると、Cp は高くても Cpk は低くなります。「ばらつきは小さいが、中心がずれている」工程を見抜けるのが Cpk の強みです。
計算式
使う記号を整理します。
- USL:規格上限(Upper Specification Limit)
- LSL:規格下限(Lower Specification Limit)
- μ(mu):測定データの平均
- σ(sigma):測定データの標準偏差
Cp の計算式:\[ Cp = \frac{USL – LSL}{6\sigma} \]
分母の 6σ は、正規分布で「平均±3σ」の範囲に測定値の 99.73% が入ることに由来します。この幅と規格幅を比べているわけです。
Cpk の計算式:\[ Cpk = \min\left(\frac{USL – \mu}{3\sigma},\ \frac{\mu – LSL}{3\sigma}\right) \]
規格上限側と下限側のそれぞれに余裕がどのくらいあるかを計算し、小さい方を採用します。どちらか一方でも余裕が少なければ、その工程は危ういという考え方です。
例題:シャフト外径の寸法データ
設定条件は以下のとおりです。
- 管理対象:シャフト外径(mm)
- 規格:20.00 mm ± 0.05 mm(LSL=19.95 mm、USL=20.05 mm)
- 測定数:n=25
測定データ(25点):
| No. | 測定値(mm) | No. | 測定値(mm) | No. | 測定値(mm) |
|---|---|---|---|---|---|
| 1 | 20.01 | 10 | 19.99 | 19 | 20.00 |
| 2 | 20.02 | 11 | 20.01 | 20 | 20.01 |
| 3 | 19.99 | 12 | 20.03 | 21 | 20.03 |
| 4 | 20.03 | 13 | 20.00 | 22 | 20.00 |
| 5 | 20.00 | 14 | 19.99 | 23 | 19.99 |
| 6 | 19.98 | 15 | 20.02 | 24 | 20.01 |
| 7 | 20.01 | 16 | 20.01 | 25 | 20.02 |
| 8 | 20.02 | 17 | 19.97 | ||
| 9 | 20.00 | 18 | 20.02 |
Excelで計算する手順
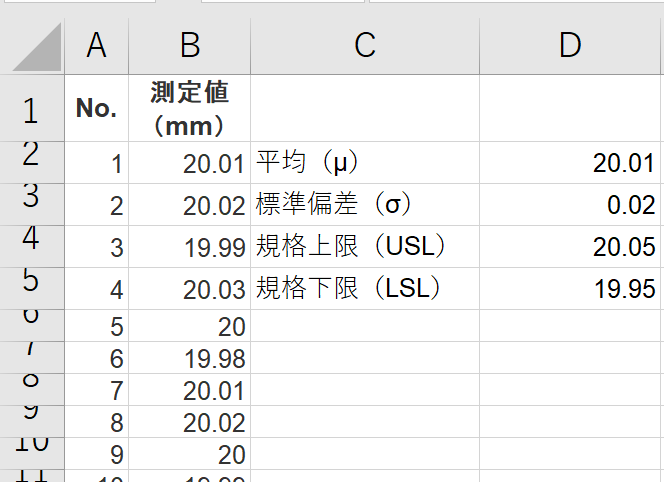
A列にNo.、B列に測定値を入力した状態を前提に説明します。
ステップ1:基本統計量を計算する
まず、測定データの平均と標準偏差を求めます。D列などに作業列を設けて以下を入力してください。
| セル | 内容 | 数式 |
|---|---|---|
| D2 | 平均(μ) | =AVERAGE(B2:B26) |
| D3 | 標準偏差(σ) | =STDEV.S(B2:B26) |
| D4 | 規格上限(USL) | 20.05(直接入力) |
| D5 | 規格下限(LSL) | 19.95(直接入力) |
標準偏差は STDEV.S(標本標準偏差)を使います。全数検査でない限り、サンプルから推定する STDEV.S が正しい選択です。STDEV.P との違いに注意してください。
ステップ2:Cp を計算する
規格幅をばらつき幅(6σ)で割ります。
| セル | 内容 | 数式 |
|---|---|---|
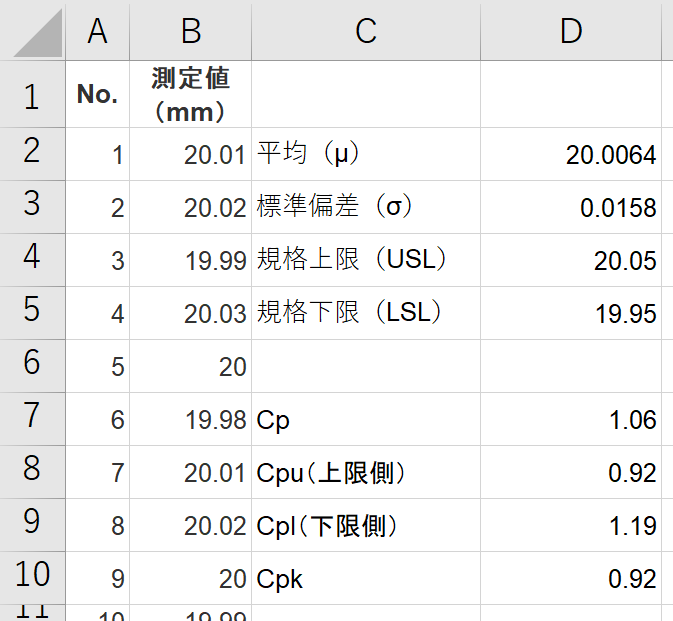
| D7 | Cp | =(D4-D5)/(6*D3) |
今回のデータでは:
- 平均 μ ≈ 20.006 mm
- 標準偏差 σ ≈ 0.0158 mm
\[ Cp = \frac{20.05 – 19.95}{6 \times 0.0158} = \frac{0.10}{0.0947} \approx 1.06 \]
ステップ3:Cpk を計算する
規格上限側と下限側の余裕度をそれぞれ計算し、小さい方を取ります。
| セル | 内容 | 数式 |
|---|---|---|
| D8 | Cpu(上限側) | =(D4-D2)/(3*D3) |
| D9 | Cpl(下限側) | =(D2-D5)/(3*D3) |
| D10 | Cpk | =MIN(D8,D9) |
計算の過程を手で確認します。\[ Cpu = \frac{20.05 – 20.006}{3 \times 0.0158} = \frac{0.044}{0.0473} \approx 0.92 \] \[ Cpl = \frac{20.006 – 19.95}{3 \times 0.0158} = \frac{0.056}{0.0473} \approx 1.19 \] \[ Cpk = \min(0.92,\ 1.19) = 0.92 \]
平均が 20.006 mm と規格中央(20.00 mm)より上寄りにあるため、上限側(Cpu)の余裕が下限側より小さくなっています。Cpk はその小さい方の 0.92 です。
判定基準の読み方
工程能力指数の判定基準は業界や製品によって異なりますが、一般的には以下が目安です。
| Cpk の値 | 判定 | 対応 |
|---|---|---|
| 1.67 以上 | 非常に優秀 | 現状維持で問題なし |
| 1.33 以上 1.67 未満 | 十分(管理状態) | 工程は安定。定期モニタリング継続 |
| 1.00 以上 1.33 未満 | やや不十分 | 改善を検討。ばらつき低減 or 中心ずれ修正 |
| 1.00 未満 | 不十分 | 早急な改善が必要。不良品が一定割合発生している |
今回の例では Cpk ≈ 0.92なので「不十分」の区分です。。
自動車部品や医療機器では Cpk ≥ 1.67 を要求されることも多く、どのレベルを目標にするかは取引先や社内基準で確認してください。
Cp と Cpk の差に注目する
Cp と Cpk の差が大きいほど、分布の中心が規格中央からずれています。今回の例では:
- Cp ≈ 1.06
- Cpk ≈ 0.92
この場合、ばらつきを小さくするより先に中心を規格中央に合わせる調整が効果的です。設定値を 20.006 → 20.000 mm に近づけるだけで Cpk は改善します。
逆に Cp と Cpk がほぼ等しければ、中心ずれは小さく「ばらつき自体が大きすぎる」状況です。この場合は工程条件の安定化や設備の精度向上を優先します。
工程能力を使う前提:正規性の確認
Cp・Cpk の計算式は、測定データが正規分布に従っていることを前提にしています。分布が大きく歪んでいると、6σ ルールが成り立たないため指数の値が実態と合わなくなります。
計算前にヒストグラムや Q-Q プロットで分布の形を確認しておくと安心です。正規性の確認方法はExcelで正規性を確認する方法(ヒストグラム・Q-Qプロット・シャピロウイルク検定)にまとめています。
また、工程が統計的管理状態にあること(突発的な異常原因が取り除かれていること)も前提です。管理図で工程の安定性を確認してから Cpk を評価する流れが理想的です。
Excelでまとめるときの参考:計算シートのレイアウト例
実務でよく使われるレイアウトをまとめます。このまま Excel に転記して使えます。
| 項目 | 値 | 数式(参考) |
|---|---|---|
| 測定数(n) | 25 | =COUNT(B2:B26) |
| 平均(μ) | 20.006 | =AVERAGE(B2:B26) |
| 標準偏差(σ) | 0.0141 | =STDEV.S(B2:B26) |
| 規格上限(USL) | 20.05 | 直接入力 |
| 規格下限(LSL) | 19.95 | 直接入力 |
| 規格中央 | 20.00 | =(USL+LSL)/2 |
| Cp | 1.06 | =(USL-LSL)/(6*σ) |
| Cpu | 0.92 | =(USL-μ)/(3*σ) |
| Cpl | 1.19 | =(μ-LSL)/(3*σ) |
| Cpk | 0.92 | =MIN(Cpu, Cpl) |
| 判定 | 不十分 | — |
工程改善の方向性
Cpk が目標値を下回っている場合、改善の方向は大きく 2 つです。
① 中心ずれを直す(Cp は高いが Cpk が低い場合)
設定値や基準位置を見直して、測定値の平均を規格中央に近づけます。加工機の刃物補正量調整や治具の位置合わせなどで対応できるケースが多い。
② ばらつきを小さくする(Cp 自体が低い場合)
ばらつきの原因を特定して取り除きます。材料ロットの統一、設備の定期メンテナンス、作業者間のばらつき低減などが候補です。どの要因が支配的かを調べるには一元配置分散分析が役立ちます。複数の要因を同時に評価したい場合は実験計画法を組み合わせると効率的です。
改善後は再度 Cpk を計算して効果を確認します。改善前後の比較にはF検定とt検定の違いと使い分けも参考にしてください。分散が変化したかどうかを検定で確認することで、改善効果を統計的に裏付けられます。
まとめ
工程能力指数 Cp・Cpk のポイントをまとめます。
- Cp は規格幅÷6σ。分布の中心ずれを考慮しない
- Cpk は規格上限側・下限側それぞれへの余裕の小さい方。実務ではこちらが主役
- 判定の目安は Cpk ≥ 1.33(十分)、≥ 1.67(非常に優秀)
- Excel では AVERAGE・STDEV.S・MIN 関数で計算できる
- Cp と Cpk の差が大きければ「中心ずれの修正」、Cp 自体が低ければ「ばらつき低減」が先決
- 計算前に正規性の確認を忘れずに
Cpk を定期的に記録しておくと、工程の経時変化(ドリフト)も見えてきます。月次や四半期ごとにトレンドを追うだけでも、不良品が増え始めるサインを早期に察知できます。
統計的な手法全体の使い分けは統計的検定の選び方(フロー図付き)にまとめています。工程能力の評価と合わせて参考にしてください。
