
工程の品質をリアルタイムで監視する X-R管理図
製造現場では、毎日のシャフト外径測定値を眺めながら「この値は許容範囲内だからOK」と判断するだけでは不十分です。工程に異常が生じていないかを、統計的に監視する仕組みが必要になります。その仕組みが管理図(コントロールチャート)です。
特にX-R管理図(エックスバー・アール管理図)は、製造業の品質管理で最も広く使われています。1日5個のシャフトを測定し、その平均値(X̄)と範囲(R)をグラフにプロットして、工程が統計的に安定しているかを判断する手法です。
この記事では、X-R管理図の意味、Excelでの作成方法、そして異常を見つけるための読み方を、実際のシャフト外径データを使って解説します。
X-R管理図は計量値(連続データ)を管理する代表的な手法ですが、不良品数や欠陥数など計数値の管理にはp管理図・c管理図などを使います。データの種類とサンプリング条件から迷わず管理図を選ぶ方法は管理図の選び方|計量値・計数値の判断基準とフロー図で解説で整理しています。
X-R管理図とは
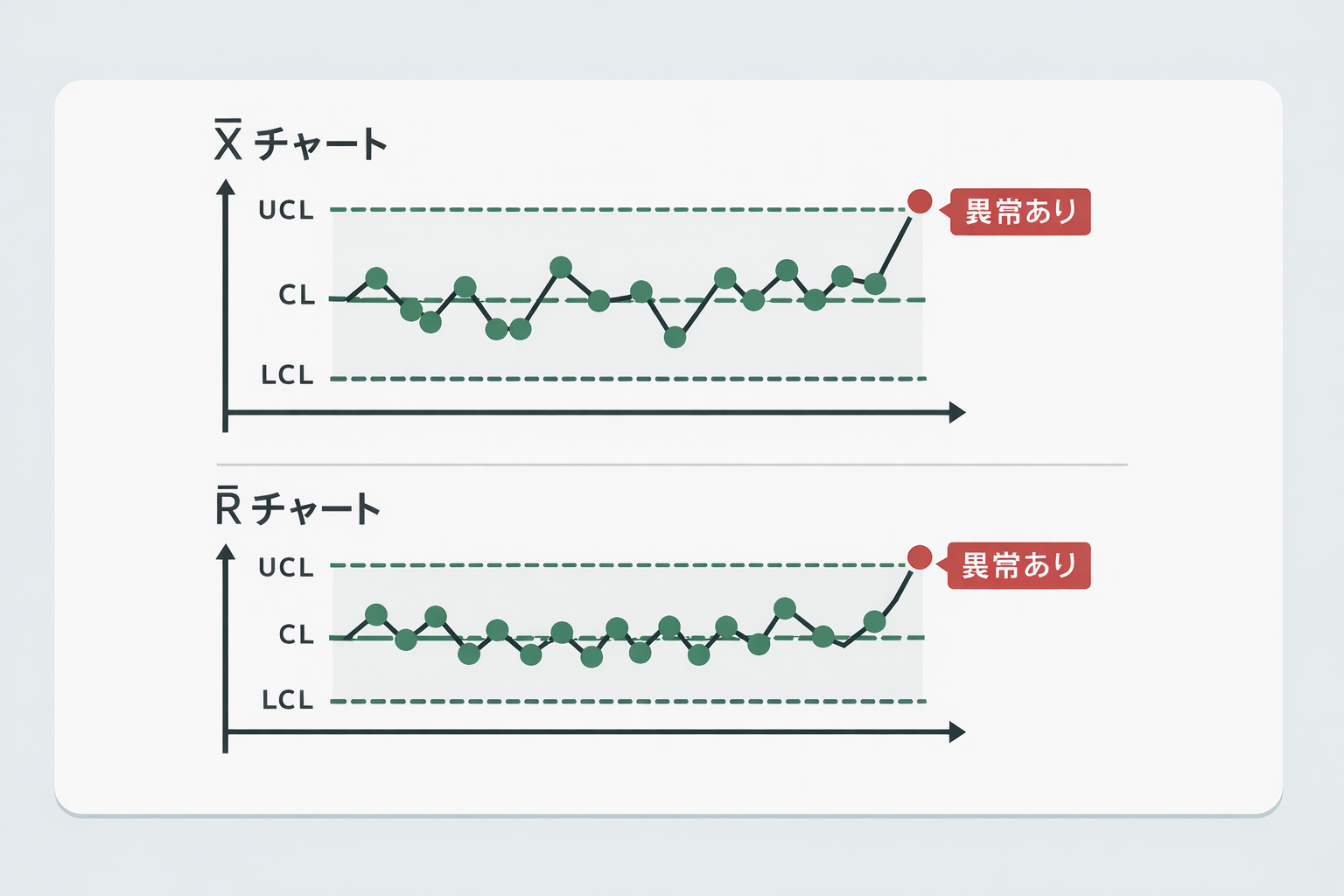
X-R管理図は実は2つのグラフからできています。上側が平均値(X̄)のグラフで、下側が範囲(R)のグラフです。どちらも工程の安定性を監視するために必要です。
X̄チャート(平均値チャート)
X̄チャートは、定期的に測定した複数のデータの平均値をプロットしていきます。シャフト外径であれば、1日5個のシャフトを測定して、その平均値を1つの点として記録します。
このグラフから分かることは、工程全体の位置(センター)が時間とともに変わっていないかです。たとえば、工具が摩耗して徐々に大きいサイズばかり出るようになった、といった変化を早期に発見できます。
Rチャート(範囲チャート)
Rチャートは、その日の5個の測定値の中での最大値と最小値の差(範囲)をプロットします。Rが大きい日が増えてくると、工程のばらつきが増えていることを示します。
例えば、主軸の軸がずれた、チャックの取り付けが甘くなったなど、工程の機械的な問題を反映します。X̄が安定していてもRが増加していれば、工程は不安定と判断される。この2つのグラフを一緒に見ることで、初めて工程全体の状態が理解できるのです。
管理限界線の計算式
管理図に引く横線は3本です。真ん中が中心線(CL:Central Line)で、上側が上方管理限界線(UCL:Upper Control Limit)、下側が下方管理限界線(LCL:Lower Control Limit)です。
これらの線は、工程が安定している(統計的に正常な変動の範囲内)と仮定したとき、99.73%の点が収まると予想される範囲を示します。この範囲を超える点が出たら、工程に何か異常が起きている可能性が高い、という判断の基準になります。
管理係数
管理限界線を計算するには、サブグループのサイズ(1回の測定個数)に応じた係数を使います。この記事では n=5(1日5個測定)を想定しているため、以下の係数を使用します:
- A₂ = 0.577(X̄チャート用)
- D₃ = 0(Rチャート下限用 ← 下限なし)
- D₄ = 2.114(Rチャート上限用)
- d₂ = 2.326(参考値)
X̄チャートの計算式
全20日分のX̄の平均値を X̄̄(グランド平均、「エックスダブルバー」と読みます)、全20日分のRの平均値を R̄ とします。
中心線(CL): CL = X̄̄
上方管理限界線(UCL): UCL = X̄̄ + A₂ × R̄
下方管理限界線(LCL): LCL = X̄̄ – A₂ × R̄
Rチャートの計算式
Rの場合は、R̄ を中心に同じように管理限界線を引きます。
中心線(CL): CL = R̄
上方管理限界線(UCL): UCL = D₄ × R̄
下方管理限界線(LCL): LCL = D₃ × R̄ = 0
n=5のときはD₃が0なので、Rチャートには下限線がありません。これは「範囲が小さすぎることは工程が非常に安定している証拠であり、警戒の対象にならない」という考え方に基づいています。
実例:シャフト外径の測定データ
では具体的な例題で計算してみましょう。
例題の設定
ある金属加工工場でシャフトを製造しており、規格は外径 20.00±0.05mm です。毎日5本のシャフトを測定し、20日間分のデータが以下の通り得られました。下表の「X̄」は1日5本の平均値、「R」は最大値と最小値の差です。
| 日 | X̄(mm) | R(mm) | 日 | X̄(mm) | R(mm) |
|---|---|---|---|---|---|
| 1 | 20.002 | 0.018 | 11 | 19.999 | 0.022 |
| 2 | 20.005 | 0.021 | 12 | 20.003 | 0.019 |
| 3 | 19.998 | 0.016 | 13 | 20.001 | 0.025 |
| 4 | 20.001 | 0.024 | 14 | 20.006 | 0.020 |
| 5 | 20.003 | 0.019 | 15 | 19.997 | 0.017 |
| 6 | 19.999 | 0.022 | 16 | 20.002 | 0.021 |
| 7 | 20.004 | 0.020 | 17 | 20.008 | 0.028 |
| 8 | 20.000 | 0.018 | 18 | 20.001 | 0.019 |
| 9 | 20.002 | 0.023 | 19 | 19.998 | 0.016 |
| 10 | 19.997 | 0.021 | 20 | 20.004 | 0.022 |
管理限界線の計算
まずはX̄とRの全データの平均を求めます。
X̄̄(グランド平均) = (20.002 + 20.005 + 19.998 + … + 20.004) ÷ 20 = 20.0015 mm
R̄(範囲の平均) = (0.018 + 0.021 + 0.016 + … + 0.022) ÷ 20 = 0.0206 mm
これらを使ってX̄チャートの管理限界線を計算します。
UCL = 20.0015 + 0.577 × 0.0206 = 20.0015 + 0.01043 = 20.0119 mm
CL = 20.0015 mm
LCL = 20.0015 – 0.577 × 0.0206 = 20.0015 – 0.0119 = 19.9896 mm
Rチャートは以下の通りです。
UCL = 2.114 × 0.0206 = 0.0436 mm
CL = 0.0206 mm
LCL = 0(下限なし)
ExcelでX-R管理図を作成する手順
ステップ1:データの入力
Excelで以下のようにデータを配置します。
- A列:日付(1~20)
- B列:X̄の値(20.002, 20.005, …)
- C列:Rの値(0.018, 0.021, …)
データをすべて入力したら、以下のセルに管理限界線の値を計算する式を入れます。
- E2セル(X̄チャート用):グランド平均を計算 →
=AVERAGE(B:B) - E3セル(X̄チャート用):範囲の平均を計算 →
=AVERAGE(C:C) - E5セル(X̄のUCL):
=$E$2+0.577*$E$3 - E6セル(X̄のCL):
=$E$2 - E7セル(X̄のLCL):
=$E$2-0.577*$E$3 - F5セル(RのUCL):
=2.114*$E$3 - F6セル(RのCL):
=$E$3 - F7セル(RのLCL):
=0
これで管理限界線の値が自動的に計算されます。データが増えたときは、E2とE3の式の範囲を変更するだけで最新の限界線が自動更新される仕組みになります。
ステップ2:グラフの作成
まずはX̄チャートを作ります。
- A列からB列のデータを選択(日付とX̄の値)
- メニューバーの「挿入」→「グラフ」をクリック
- グラフタイプで「散布図」(または「折れ線グラフ」)を選択
- グラフが挿入されたら、グラフを右クリック → 「データの選択」
- 「データ範囲の編集」で、E5:E7(UCL, CL, LCL の値)をシリーズとして追加
E列の管理限界線を追加するときは、以下のように横軸(日付)に対応する形でセットアップします。たとえば、E5のUCL値を、すべての日に対して水平線として引きたい場合は、E5の値を日数分コピーしたヘルパー列を作るか、グラフの「データ系列の書式設定」で「種類」を「折れ線」に変更して線を引きます。
同様にRチャートも下側に作成します。X̄チャートとRチャートは通常、1つのグラフウィンドウに縦に2つ並べて表示します。Excelの「複合グラフ」機能を使うと、2つを上下に配置できます。
ステップ3:グラフの装飾
グラフができたら、見やすくするために以下を調整します。
- UCL / LCL の線を赤色に、CL を青色に変更
- データポイント(測定値のプロット)を黒色に設定
- タイトルに「X̄チャート」、軸ラベルに「日」「X̄(mm)」と記入
- グリッド線を表示して、値の読み取りを容易に
完成したグラフを見ると、各日のX̄がUCL~LCLの範囲内に収まっているか、Rが急激に変動していないかが一目で判断できるようになります。
管理図の読み方:異常判定のルール
グラフができたら、次は「この工程は安定しているか」を判定する必要があります。単に「グラフが管理限界内に入っているから問題ない」というわけではありません。複数の判定ルール(Western Electric制御ルール)があり、いずれかに該当する場合は工程に異常がある可能性が高いと考えます。
ルール1:管理限界線の外に出た点
1つでも管理限界線の外側にプロットされた点があれば、その日の工程は統計的に異常です。特に製造業では、この1点の異常を見逃さないことが重要です。
例えば、日17のX̄が20.008mmというやや高い値を示していますが、これがUCL(20.0132mm)を超えていなければ、まだ許容範囲内です。もしこれがUCLを超えていたら、その日の夜間シフトで刃物を交換した、オペレーターが変わった、など何か特別な原因がないか確認が必要になります。
ルール2:連続9点以上が中心線の同じ側
中心線を境に、上側または下側のどちらかに9日以上連続して点が並ぶ場合、これも工程に異常がある信号です。個々の点は管理限界内でも、「全体として高めにシフトしている」「全体として低めにシフトしている」ことを示します。
例えば、工具が徐々に摩耗していくと、測定値が少しずつ大きくなり、グラフ上で「中心線より上に9日以上連続」という現象が起こります。このシグナルを検出したら、工具の交換計画を前倒しにするなどの対応を検討します。
ルール3:連続6点が単調増加または単調減少
データが単調増加(または単調減少)する傾向が6日以上続く場合も、工程に何らかのドリフト(変動の傾向)が生じていることを示します。
「朝は小さい値、昼は中くらい、夜は大きい値」といった時間帯による変化、または「週の始まりは安定、週の終わりに向けて悪化」といった周期的な変化が考えられます。こうした傾向を早期に発見することで、工程改善のヒントが得られます。
ルール4:連続3点中2点が2σ以上の領域にある
中心線からの距離を「σ(シグマ)」という単位で考えたとき、管理限界線は3σの位置にあります。2σより外(管理限界線より内側だが、ばらつきが大きい領域)に連続3点中2点以上が入る場合も要注意です。
この場合、計算上は以下のようになります。2σの距離は UCL との中間付近です。
2σ位置 = 中心線 ± (2/3) × (UCL – CL)
このルール4は、管理限界内ではあっても「実は工程が不安定になり始めている」という早期警戒信号として機能します。
管理限界外れ以外にも、点の並び方のパターンで異常を検出できます。Western Electric Rulesを使った判定方法は管理図の異常判定ルール|Western Electric Rulesの読み方で詳しく解説しています。
工程能力指数との関係
X-R管理図で工程が安定していることを確認したら、次のステップは「この工程は規格に対して十分な能力があるか」を判定することです。そこで登場するのが工程能力指数(Cp, Cpk)です。
シャフト外径の例では、規格が 20.00±0.05mm、つまり 19.95~20.05mm という許容幅があります。X-R管理図で計算した R̄ からばらつきの大きさを推定し、「この工程の標準偏差は いくらか」を求めます。そして、規格幅とばらつきの関係から Cp や Cpk を計算することで、「このまま生産を続けても不良品はほぼ出ないだろう」か「改善が必要」かが判断できるようになります。
詳しくは「工程能力指数(Cp・Cpk)の計算とExcelでの求め方」をご覧ください。
異常を見つけたときの対応
管理図から異常が検出されたら、以下の対応フローを回します。
ステップ1:原因の特定
グラフ上に異常が出た日付を確認し、その時間帯に何が起こったのかを現場に確認します。「いつ、どこで、何が起こったのか」を記録することが次の予防策につながります。
ステップ2:是正処置
原因が分かったら、それを取り除く対応をします。刃物の交換、チャックの調整、オペレーター教育など、原因に応じた処置を行います。
ステップ3:再発防止
同じ原因が二度と起こらないよう、作業手順書の改定、定期点検の頻度増加、予防保全計画の見直しなどを実施します。
管理図で異常が検出されたときの工程改善の進め方はCp・Cpk改善の手順も参考になります。
管理図の活用のコツ
X-R管理図は「作ったら終わり」ではなく、毎日のデータを継続的にプロットし続けることが重要です。以下のポイントを押さえておくと、より効果的に活用できます。
- 毎日の記録:できれば朝礼やミーティングで、昨日のX-R管理図をみんなで確認する習慣をつける
- 異常のアラーム設定:Excelで自動的に「ルール1に該当した」「ルール2に該当した」と表示される仕組みを作ると、見落としが減る
- 定期的な再評価:3ヶ月に1度、管理限界線そのものが適切か(データが大きく増えたり減ったりしていないか)を確認する
- 他の統計手法との組み合わせ:工程能力が不足している場合は、実験計画法や多変量解析で改善要因を探ることも検討する
管理図を運用する際は、管理限界外れだけでなく点の並び方でも異常を検知できます。管理図の異常判定ルール|Western Electric Rulesの読み方も合わせて確認しておくと実務で役立ちます。
正規性と等分散性の確認
管理図を作成する前提として、データが正規分布に従っていることが理想的です。測定値が左右対称な分布をしているか、外れ値がないかを事前に確認しておくと、管理図の信頼性がより高まります。
詳しくは「シャピロウイルク検定で正規性を確認する」をご覧ください。
多変量の工程管理
シャフトには「外径」だけでなく「表面粗さ」「硬度」など複数の品質特性があります。これらを複数同時に監視する場合は、T²管理図やホテリング検定といった多変量管理手法が役立ちます。ただし、基本的な考え方はX-R管理図と変わりません。
統計的検定の選び方全般については「統計的検定の選び方(フロー図付き)」も参考にしてください。
分散分析との関連
X-R管理図で「異常あり」と判定されたら、その原因がどの要因にあるのかを突き止めるために、分散分析(ANOVA)が活躍します。例えば、「オペレーターAとBで結果が異なる」「曜日によって値が違う」といった仮説を統計的に検証するのに有効です。
詳しくは「一元配置分散分析を例題で解説」をご覧ください。
📚 合わせて読みたい書籍
統計的品質管理―ステップアップのためのガイドブック— 管理図・工程能力・サンプリング検査を体系的に学べます。
品質管理テキスト(QC検定2級対応)(日本規格協会)— QC検定2〜3級の資格対策にも使える定番テキストです。
まとめ
X-R管理図は、工程の平均値(X̄)と範囲(R)の2つのグラフで、工程が統計的に安定しているかを監視する手法です。
計算のポイントは以下の通りです:
- 全データのグランド平均 X̄̄ と範囲の平均 R̄ を求める
- 管理係数(n=5のとき A₂=0.577, D₄=2.114)を使って UCL/CL/LCL を計算
- Excelで固定値を式で管理すれば、データ追加時に自動更新される
- Western Electricルール(4つのルール)のいずれかに該当したら工程異常と判定
- 異常の原因特定 → 是正処置 → 再発防止 のサイクルを回す
管理図は毎日続けることに意味があります。1日1日のデータを丁寧に記録し、グラフを作り、少しでも異常の兆候が見えたら即座に対応する。こうした地道な活動の積み重ねが、製造現場の品質向上につながるのです。
次は、管理図で安定性が確認できた工程に対して、さらに能力があるかを定量的に評価する工程能力指数に進むのが自然な流れです。ぜひそちらもご確認ください。
管理図で使う測定データの信頼性を確保するために、測定システム自体のばらつきも定期的に評価しておくことをおすすめします。手順はゲージR&R(測定システム解析)の計算手順で解説しています。
X-R管理図が計量値(寸法・重量など)の管理に使うのに対し、不良率や不良個数を管理するには計数値管理図を使います。p管理図・np管理図の計算手順はp管理図・np管理図の作り方と見方で解説しています。
管理図で検出した工程トレンドを詳しく分析したい場合は、時系列分析の基礎|移動平均・指数平滑法をExcelで実践する手順も合わせてご覧ください。
管理図で把握した工程のばらつきをグループ間で比較したい場合は、Excelで箱ひげ図を作る方法|四分位数とデータ分布の読み方も合わせてご覧ください。外れ値の検出にも役立ちます。
管理限界線(UCL・LCL)の計算に使う標準偏差の意味とSTDEV関数の使い方は、標準偏差・分散の求め方|ExcelのSTDEV関数と計算手順を解説で解説しています。
PR
📘 この内容を「QC検定3級」で体系的に固めるなら
この記事で扱ったテーマは、QC検定3級の頻出範囲です。QC七つ道具から正規分布・管理図・工程能力指数まで、3級の要点を約4時間の動画で一気に学べるのが「SMART合格講座」。スマホ・PCで通勤やお昼休みのスキマ時間に学習でき、申込から3年間見放題なので自分のペースで合格を目指せます。
よくある質問(FAQ)
Q. X管理図とR管理図は何が違う?
X̄(平均)管理図は群の平均の変化を、R(範囲)管理図は群内のばらつきの変化を監視します。2つをセットで使い、工程の平均とばらつきの両方を管理します。
Q. 管理限界線はどう計算する?
X̄管理図はUCL/LCL=X̄±A2×R̄、R管理図はUCL=D4×R̄・LCL=D3×R̄で求めます。A2・D3・D4は群の大きさnごとに決まる係数表の値を使います。
Q. 管理図で「異常」と判断する基準は?
点が管理限界線を外れた場合のほか、連や上昇・下降の傾向など、Western Electricルールに該当する並び方が出たときに異常と判断します。
Q. 管理限界線と規格限界(公差)の違いは?
管理限界線は工程のばらつきから計算する「工程の声」、規格限界は設計・顧客要求から決まる「顧客の声」です。両者は別物で、管理限界を規格値で引いてはいけません。
管理限界を±3σに引く理由(限界の外に出る確率0.27%)は、3シグマとはで整理しています。
さらに体系的に学びたい方向けに、レベル別のおすすめ書籍を統計学・実験計画法のおすすめ本まとめで紹介しています。
群のサイズが大きい場合(目安n≥10)は、範囲Rより標準偏差sの方がばらつきの情報を活かせます。X̄-s管理図の作り方とX̄-R管理図との使い分けもあわせてご覧ください。

